WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

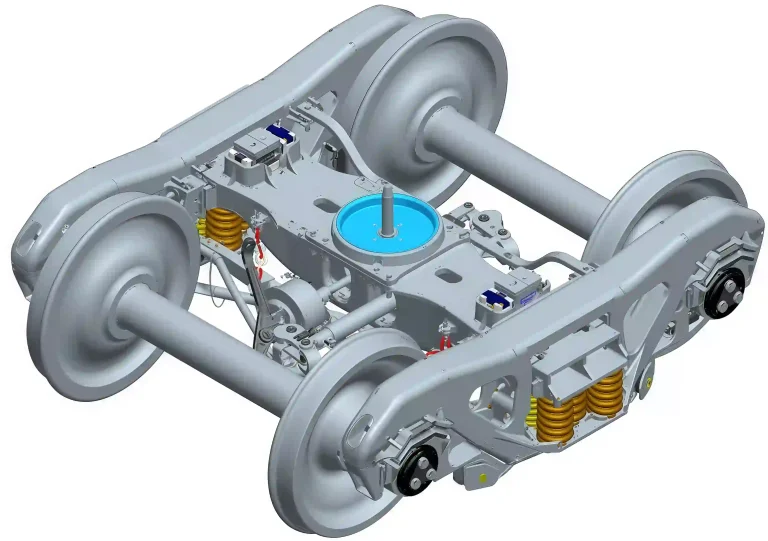
台車 鉄道車両の中核部品です. そしてフレームは, 台車の骨格として, 安全性が直接決まる, 安定性, そして電車の快適さ. さまざまな製造工程の中で, 鋳造は複雑な構造を形成できるため、主流の方法です。. しかし, 適格な台車フレーム鋳造品を製造するため, 一連の厳しい技術的課題を克服する必要がある, 非常に厳しい技術要件を満たす必要があります.

台車枠鋳物は通常の鋳鉄部品ではありません. 車体と乗員の全重量を支え、線路からのさまざまな衝撃や振動に耐え続けます。. 彼らの技術的要件は、絶対的な安全性という唯一の目標を中心に展開しています。.
1.1 材料特性
高強度、高靭性: フレーム素材は、巨大な荷重に耐えるために、非常に高い引張強度と降伏強度を備えている必要があります。. 同時に, 脆くてあってはならないし、優れた靭性を持っていなければなりません, つまり、亀裂が発生した場合に亀裂の伝播を効果的に防止できます。, 壊滅的な事態を防ぐ, 突然の骨折.
優れた疲労性能: これは最も重要な要件です. 動作中, フレームは数億、さらには数十億の交互荷重にさらされます。. 材料は非常に高い疲労限界を持ち、長期使用下でも疲労亀裂が発生してはならない, 反復的なストレスサイクル. 設計寿命は通常、次の値を超える必要があります。 30 年.
高温および低温でも安定した性能: 極寒でも暑さでも, 材料特性が大きく変動してはなりません, 幅広い地理的エリアで安定した運用を保証.
鋳造欠陥の除去: 強度を低下させる可能性のある大きな欠陥がフレーム内に認められないこと. 引け巣や気孔などの欠陥は、最小限の許容範囲内で厳密に管理する必要があります, 特に重要な耐荷重領域では, それらを排除しなければならない場所.
緻密な結晶粒構造: 綿密な化学組成設計とプロセス管理による, 鋳物の内部粒子が細かく、構造が均一で緻密であることを確認します。, これはすべての機械的特性を確保するための基礎です.
1.3 寸法精度と幾何公差
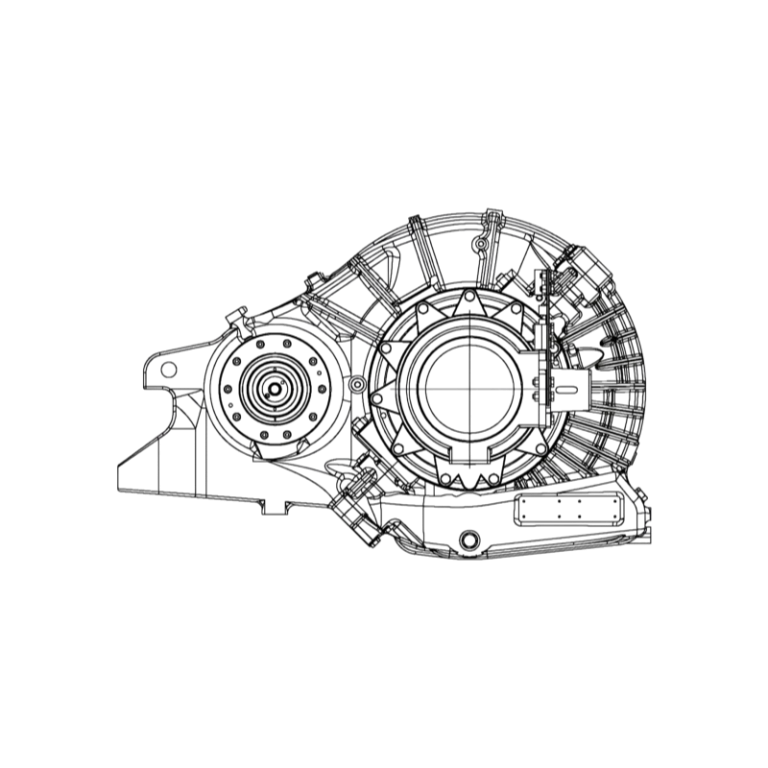
フレームには、ギアボックスなどの重要なコンポーネント用の複数の取り付けシートがあります。, サスペンションシステム, およびブレーキユニット. これらの取り付け座間の寸法精度と位置公差は厳密に管理する必要があります. ずれがあると取り付けが困難になる可能性があります, 負荷条件の変更, 異常摩耗, と振動.
1.4 一貫した信頼性
同じバッチ内、さらには異なるバッチ間でもフレーム鋳造のパフォーマンスは一貫性が高くなければなりません。. 安全性は信頼できない “運”; 工場から出荷されるすべての製品は、運行中の車両の安全性を確保するために同じ高い基準を満たさなければなりません.
溶けた鉄を適格なフレームに変えるのは課題に満ちたプロセスです.
鋳造欠陥の制御における課題
鋳造プロセスには、金属の凝固収縮と複雑な物理的および化学的変化が伴います。, 欠陥が発生しやすくなる.
引け巣と気孔率: フレームは厚みが不均一な複雑な構造. 厚い部分では, 冷却速度が遅い, そして最後の部分が固まったら, 金属液体の供給が不十分であると、微細な収縮気孔や巨視的な収縮空洞が容易に発生する可能性があります。. これらの欠陥は疲労強度を著しく低下させます. 正確な供給システム設計, 十分なサイズと数のライザーを配置するなど, コンピュータ凝固シミュレーション技術と組み合わせて、欠陥領域を予測して除去します。, 必要です.
ホットクラックとストレス: 冷却および収縮中, 金属は金型や金属自体の構造によって妨げられる可能性があります, 重大な内部応力を発生させる, 高温亀裂の原因となる可能性があります. これには鋳造構造の最適化が必要です. 金型の崩壊性を向上させることができます, ストレスを軽減するために合理的な冷却プロセスを策定する.
鋳物に亀裂がなくても, 通常、内部には重大な残留応力が含まれています. この内部ストレスは作業ストレスに重畳されます。, コンポーネントの実際の耐荷重能力と疲労寿命が大幅に減少します。. したがって, 厳密な熱処理工程により、これらの残留応力を完全かつ均一に除去する必要があります。, 通常は高温アニールまたは時効処理. 大きく複雑なフレームのすべての部品が熱処理炉内のプロセス要件を確実に満たすようにする方法は、実際的な課題です。.
3.1 パフォーマンスの均一性を制御する際の課題
フレーム鋳造の異なる部分は異なる速度で冷却されます, 微細構造や機械的特性にばらつきが生じる. 例えば, 薄肉のエッジ部分はすぐに冷えます, きめ細かく高強度な組織を実現; 厚くて広い中心部はゆっくりと冷えますが、, 粗粒で強度の低い構造が生じる可能性がある. この不均一性は、全体的な安全性に対する潜在的な脅威となります。. 合金化や接種などの冶金学的方法, 冷却制御との組み合わせ, これらの違いを最小限に抑え、コンポーネントの全体的なパフォーマンスのバランスを確保するために必要です.
3.2 検査と検証における課題
非破壊検査の限界: 鋳物の厚い断面の奥に潜む微細な欠陥を正確に検出する方法? これは、超音波検査や放射線検査などの高度な非破壊検査技術に依存しています。. しかし, テスト手順の設定, 人材の技術的熟練度, およびテスト結果の解釈はすべて、欠陥の検出率に直接影響します。. 重大な欠陥を見逃すと、安全上の危険につながる可能性があります.
疲労検証の複雑さ: 実験室の疲労試験データは、数十年にわたる複雑な動作条件下でのコンポーネントの実際の性能をどのように反映できるのでしょうか。? そのためには科学的な検証システムの確立が必要です, 最も過酷な条件下でのベンチテストの実施, でも検査にはお金がかかる, 時間がかかる, テスト設計の合理性に対して非常に高い要求を課す.
台車枠の鋳造製造は材料科学を融合した総合技術です, 鋳造プロセス, 熱処理技術, および非破壊検査. それぞれの技術要件は生命の安全に直接関係しています, そしてあらゆる製造上の課題には、最も厳格な姿勢と最先端の技術で対処する必要があります。. まさにこの細部の追求と標準への妥協のない遵守こそが、 “スチールバックボーン” 中国の鉄道輸送における急速な進歩を支える.
洛陽豊洋重工業株式会社, 株式会社,1998年に設立された鉄道鋳造部品のメーカーです. 当社の工場面積は72,600㎡です。, 以上の 300 従業員, 32 技術者, 含む 5 シニアエンジニア, 11 アシスタントエンジニア, そして 16 当社の生産能力は 30,000 年間トン. 現在, 私たちは主に鋳物を生産しています, 機械加工, 機関車の組立て, 鉄道車両, 高速鉄道, 鉱山機械,風力,等.
当社はCRRCに鉄道部品を供給しています。(以上を含む 20 CRRCの支店および子会社),Gemacエンジニアリングマシナリー,サニーグループ, 中信重工業,等. 当社の製品はロシアに輸出されています, 米国, ドイツ, アルゼンチン, 日本, フランス, 南アフリカ,イタリアをはじめとする世界中の国.