WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

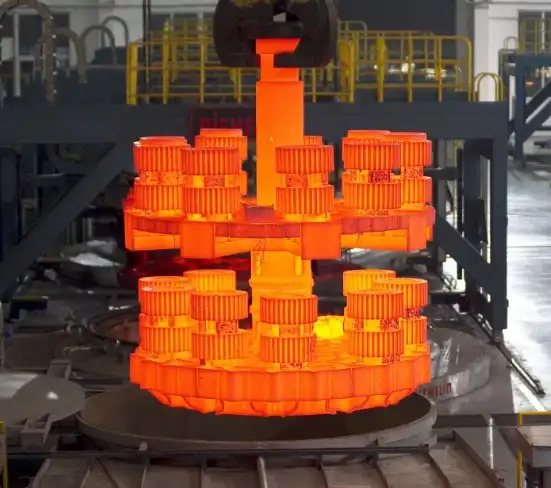
The maritime environment is far more corrosive to metal 鋳物 than land transport. High concentrations of salt (such as sodium chloride and magnesium chloride) in the marine atmosphere combine with water vapor to form a highly conductive salt solution film on the surface of the casting. When a potential difference exists between different metal parts or at microscopic grain boundaries within the same metal, an electrochemical corrosion reaction is triggered: the metal in the anodic region loses electrons and is oxidized, generating metal ions that enter the solution; while a reduction reaction occurs in the cathodic region, promoting the reduction of oxygen or the precipitation of hydrogen ions. This process is accelerated more than tenfold in a salt spray environment, causing visible rust spots to appear on the casting surface within 72 時間.
Due to the high carbon content (2%-4%) of cast iron, its corrosion products (Fe₃O₄ and Fe₂O₃) are loose and porous, unable to form a protective layer. その代わり, they absorb more salt and moisture, creating a vicious cycle of “corrosion-adsorption-accelerated corrosion.” Although steel castings have slightly better corrosion resistance, the temperature fluctuations experienced during sea transportation (which can vary by up to 15°C between day and night) can cause condensation to accumulate, forming localized liquid films on the casting surface, further exacerbating electrochemical corrosion.

The ASTM A123/A123M standard establishes quantitative indicators for hot-dip galvanizing of steel structural components for rust prevention. Its core principle is to block corrosion pathways through a dual mechanism of physical isolation and electrochemical protection.
The standard requires an average zinc coating thickness of at least 70μm on the surface of 鋳物, with a local minimum thickness of at least 65μm (corresponding to G90 galvanizing grade). This thickness, verified by laboratory accelerated corrosion testing, provides basic protection for at least 20 years in salt spray environments. Insufficient coating thickness allows corrosive media to quickly penetrate the zinc layer and directly attack the base metal. Excessive coating thickness can lead to embrittlement and subsequent detachment from transport vibrations.
The standard stipulates that coating thickness deviation must be controlled within ±15μm to avoid corrosion breakthroughs caused by localized thinness, for complex structures commonly found in railway castings (such as frogs and coupler tongues), localized heating or zinc spraying and re-coating are required to ensure coating integrity in grooves, internal holes, and other areas. Testing should be performed using a magnetic thickness gauge at at least 10 representative points on the casting surface. The thickness difference between any two points must not exceed 20% of the standard value.
During the hot-dip galvanizing process, the interfacial reaction between the zinc solution and the base metal forms an Fe-Zn alloy layer (including Γ, δ, and ζ phases). The thickness of this layer must be controlled within the range of 10-15μm. If the alloy layer is too thick, the coating will flake due to increased brittleness; if it is too thin, it will not provide sufficient bonding strength. The standard verifies adhesion through a bend test (bend radius twice the thickness of the casting) and a cross-cut test (cut spacing 2mm). It requires that the coating be free of cracking or peeling.

Even if a casting is ASTM A123 certified, improper packaging and storage can still compromise the rust prevention effectiveness.
Traditional packaging focuses solely on physical isolation. Modern rust-proof packaging has evolved into a three-dimensional system combining “vapor phase protection + drying control + mechanical protection.” The inner layer must be made of VCI (volatile corrosion inhibitor) vapor phase rust-proof paper. The dicyclohexylamine nitrite released by the paper forms a protective layer with a concentration of 0.3-0.5g/m³ in a confined space, inhibiting oxidation on the metal surface. The middle layer uses EPE pearl cotton (density ≥ 25kg/m³) as a cushioning material, which absorbs vibration energy during transportation and prevents damage to the coating caused by friction between castings. The outer layer must be covered with a triple-proof tarpaulin (waterproof rating ≥ IPX5, UV resistance ≥ 50kJ/m²) to ensure a stable microclimate within the packaging even in heavy rain or strong sunlight.
The humidity inside shipping containers typically fluctuates between 60% そして 95%, far exceeding the critical humidity for rust prevention of castings (65%). A silica gel desiccant (moisture absorption rate ≥ 300%) should be placed inside the packaging at a rate of 500g per cubic meter of space. Humidity indicator cards (with color change thresholds set at 50% RH and 70% RH) should be used for real-time monitoring. If the indicator card indicates excessive humidity, the desiccant should be replaced promptly, or a dehumidifier (daily dehumidification capacity ≥ 20L) should be activated.
Galvanized castings should be stored in a closed warehouse with an ambient temperature of 15-25°C and a relative humidity ≤ 60%. When stacking, adhere to the “three no’s” 原理: no coexistence with acids and alkalis (to avoid chemical corrosion), no direct contact with the ground (to prevent condensation), and no excessively high stacking (single-layer height no more than 2m, with interlayer skids ≥ 100mm thick). Castings must undergo a quarterly visual inspection, focusing on the presence of white rust (zinc oxide) or black spots (zinc corrosion products) on the coating. Any abnormalities must be immediately isolated and re-treated for rust prevention.
Rust prevention management is a systematic process throughout the entire lifecycle of castings. From smelting process control to ocean shipping route selection, each step must be based on the ASTM A123 standard, establishing a three-tiered defense system: coating protection, packaging isolation, and storage and maintenance. Only in this way can railway castings be protected from salt spray corrosion during transoceanic transportation and maintain long-term performance stability.
洛陽豊洋重工業株式会社, 株式会社, 1998年に設立された鉄道鋳造部品のメーカーです. 当社の工場面積は72,600㎡です。, 以上の 300 従業員, 32 技術者, 含む 5 シニアエンジニア, 11 アシスタントエンジニア, そして 16 技術者. 弊社の生産能力は 30,000 年間トン. 現在, 私たちは主に鋳物を生産しています, 機械加工, 機関車の組立て, 鉄道車両, 高速鉄道, 鉱山機械, 風力, 等. 当社の製品はロシアに輸出されています, 米国, ドイツ, アルゼンチン, 日本, フランス, 南アフリカ, イタリアとその他の国.
接触: ステラ・リュー
電子メール: [email protected]
ワッツアップ: +86-152-3615-7103