WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

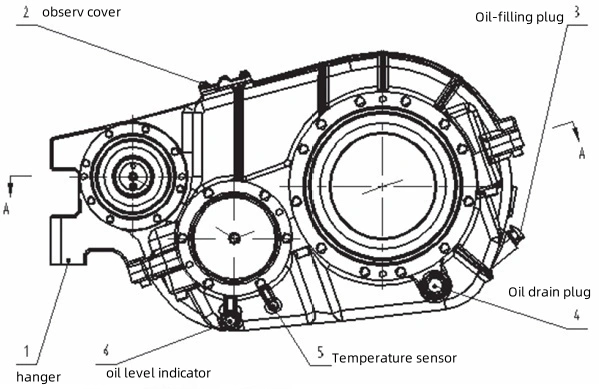
Overview of Cast Steel Railway Parts
In the field of rail transit equipment manufacturing, for cast steel railway parts, castings support the safe operation of the entire system like the veins of steel. These metal components, which have been refined through countless trials and tribulations, not only have to withstand the repeated impacts of 10,000-ton trains but also cope with the complex and ever-changing operating environment. This article will deeply analyze the multidimensional technical requirements of railway castings and reveal the technological codes behind these steel bodies.

初め, the material performance
The strength and toughness of the material performance is the ultimate pursuit of gold balance railway castings with special alloy materials, the tensile strength of common requirements to more than 500 メガパスカル, yield strength of not less than 350 メガパスカル. Taking the bogie component as an example, the EN-GJS-400-18L ductile iron material can still maintain an impact energy of more than 14J at a low temperature of -40℃, ensuring no brittle fracture occurs in a severely cold environment. The elongation of the material is strictly controlled within the range of 12% に 18%, which not only ensures the rigidity of the structure but also can absorb energy. The anti-fatigue properties of stringent criteria to periodic load characteristics of wheel/rail system key castings by more than 2 million high-frequency fatigue tests. If the coupler buffer housing is subjected to an alternating load of 800kN, the surface stress amplitude should be ≤180MPa, and there should be no crack propagation. By adopting microalloying technology and adding elements such as vanadium and niobium to refine the grains, the fatigue life can be increased by 3 に 5 回. Environmental tolerance of multidimensional security coastal line of castings by 2000 hours salt spray test, surface corrosion rate < 0.8 g/m squared; Components in high-cold regions maintain impact toughness in an environment of -50℃. Products for desert areas can resist wind and sand wear, with a wear weight loss of less than 15mg/cm³. Under special working conditions, it is also necessary to integrate chemical protective layers such as acid and alkali resistance.
2番, the casting process
The casting process of lean control forming accuracy of mm on the resin sand precision casting technology, dimensional tolerance control within CT8 level. The roughness Ra of the key mating surfaces is ≤3.2μm, and the shape and position tolerance reaches ISO2768-mK grade. Take the shaft box body as an example. The coaxial error of the bearing installation hole does not exceed φ0.05mm, which is equivalent に 1/10 of the diameter of a human hair. Metallurgical defect by X-ray real-time monitoring system, the principle of zero tolerance to ensure the casting porosity diameter < 1 mmと 15 mm spacing or greater. Under the C-level acceptance standard for ultrasonic flaw detection, the area of a single defect shall not exceed 5mm². The electromagnetic stirring technology is adopted to make the melt temperature gradient ≤15℃/cm, significantly reducing the shrinkage porosity defect. Heat treatment of normalizing furnace temperature deviation control when processing precise regulation within the plus or minus 10 ℃, quenching medium cooling rate steady at 80-120 ℃ / s. 例えば, in high manganese steel after water toughness treatment, the austenite grain size is above grade 7, and the hardness uniformity deviation is ≤2HRC.

三番目, the quality verification system
The quality verification system of a three-dimensional full-size digital detection level 3D laser scanning system can capture the 0.02 mm size deviation, the point cloud data, and the CAD model precision is 99.97%. The wall thickness of key sections is monitored online by a gamma-ray thickness gauge to ensure that the error of wall thickness above 8mm is less than ±0.5mm. Mechanical properties of multidimensional validation in addition to the conventional tensile testing, fracture toughness (KIC) test, asked CT specimen crack propagation resistance or 60 メートル, メガパスカル). The dynamic characteristic test covers the vibration frequency range of 10-200Hz, and the offset of the resonance point should be less than 5%. Service simulation challenges the limits of establishing a wheel and brake thermal load, the acceleration of aging, corrosion and other 23 kinds of working condition testing systems. If the brake disc casting needs to withstand 3000 thermal cycles at a high temperature of 800℃, the radial deformation should always be less than 0.3mm.
4番目, innovative breakthroughs in intelligent manufacturing
The twin casting system of the innovation of intelligent manufacturing digital casting from the mold design to the whole process of digital simulation predicts more than 80% of defective workmanship. The intelligent pouring robot can adjust the pouring speed in real-time, making the filling time error less than 0.5 秒. Material gene engineering application established, including a database of 120000 gold combination formula, through machine learning algorithm to optimize material composition. The newly developed low-alloy, high-strength cast steel reduces carbon content by 0.15% while maintaining the same strength and can cut carbon emissions by 800 tons annually. The full life cycle management system, each casting embedded RFID chips, real-time tracking 228 item data from smelting to retirement. The remaining life prediction model based on big data analysis has an accuracy rate of over 92%.
サプライヤー
洛陽汾洋重工業株式会社, 株式会社, 1998年に設立された鉄道鋳造部品のメーカーです。当社の工場面積は72,600㎡です。, 以上の 300 従業員, 32 技術者, 含む 5 シニアエンジニア, 11 アシスタントエンジニア, そして 16 当社の生産能力は 30,000 年間トン. 現在, 私たちは主に鋳物を生産しています, 機械加工, 機関車の組立て,鉄道車両,高速鉄道, 鉱山機械,風力,etc.当社の製品はロシアに輸出されています, 米国, ドイツ, アルゼンチン, 日本, フランス, 南アフリカ,イタリアとその他の国.
接触:キャシー・シュー
電子メール:[email protected]
携帯:008615515321683