WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

Railway pads are key components placed between steel rails and concrete sleepers, and they must constantly endure the immense pressure, インパクト, and friction from train wheels. The reason why high manganese steel is the top choice for manufacturing them lies in its unique wear resistance.
1.1 This wear resistance does not mean that the material is as hard as a rock from the very beginning. それどころか, newly produced high manganese steel pads are not particularly hard. The magic lies in their “the more they are beaten, the stronger they become” property, professionally known as “work hardening”.
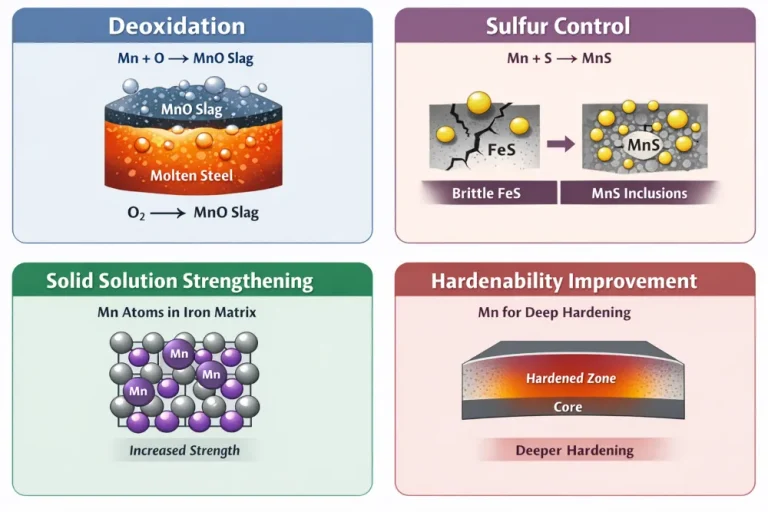
The chemical composition of high manganese steel is the fundamental reason. It contains approximately 1.2% carbon and 11% に 14% マンガン. This high manganese content gives it an austenitic crystal structure at room temperature. Austenite itself is highly ductile but lacks hardness.
1.2 When train wheels repeatedly press over the pad’s surface, applying intense pressure and friction, it’s like continuously hammering the pad’s surface with high energy. This external force triggers significant changes within the austenite structure, causing numerous lattice distortions and misalignments. At this point, the manganese in the steel plays a crucial role, preventing the austenite from transforming into other softer structures. その代わり, it promotes the formation of a large number of fine carbides within the severely distorted austenite grains and creates a high-density dislocation structure.
1.3 The result is that the surface layer of the pad in contact with the wheels (about a few millimeters deep) rapidly increases its hardness to more than twice its initial state, becoming extremely hard and wear-resistant. その間, the core of the pad, which has not been subjected to intense impact, retains its original austenite structure and remains highly ductile. This forms a perfect combination of “外側も内側も厳しい”: the hard surface resists wear, while the tough core prevents the component from breaking under impact.
したがって, the wear resistance of high manganese steel pads is “dynamic”. New hardened layers constantly replace the worn surface until the end of the component’s life. This characteristic perfectly matches the heavy-load and high-frequency impact conditions of railways.
High manganese steel pads are typically produced through sand casting, a time-honored yet highly reliable method, especially suitable for manufacturing complex structures that need to withstand impact.
The general process is as follows:
2.1 Mold preparation: 初め, a wooden or metal model corresponding exactly to the pad’s design is made. それから, this model is pressed into special casting sand, and after removal, a cavity in the shape of the pad is left in the sand mold. Usually, two half-molds are made, and when combined, the cavity in the middle is the shape of the pad.
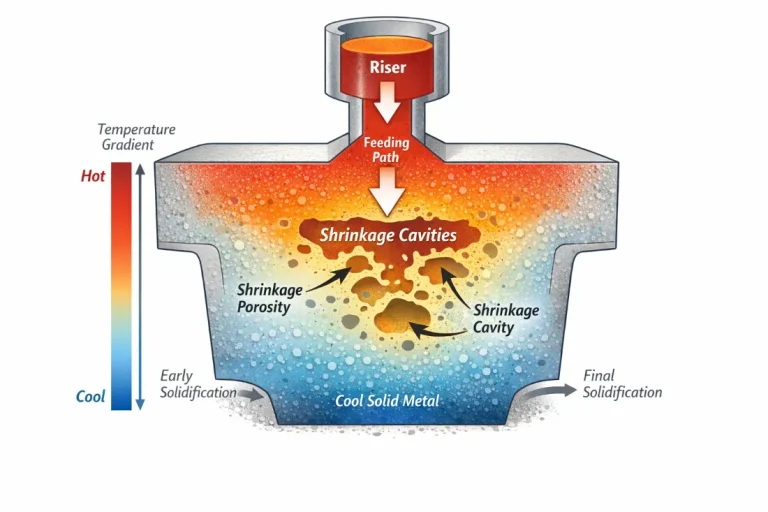
2.2 Smelting and pouring: In an electric arc furnace or medium-frequency induction furnace, scrap steel, pig iron, and precisely calculated alloy elements such as ferromanganese and ferrochromium are melted. The temperature and chemical composition must be strictly controlled during the smelting process. Once the molten steel reaches the desired temperature and is refined, it is poured into the assembled sand mold cavity.
2.3 Cooling and shakeout: After pouring, the molten steel solidifies naturally in the sand mold. Once it is completely solidified and cooled to a certain temperature, the sand box is broken, and the casting is removed. このプロセスはと呼ばれます “shakeout”. At this point, the pad is a rough casting with attached gating systems and burrs.
2.4 Cleaning and heat treatment: This is the most critical step. The rough casting after shakeout needs to have the excess gates and burrs removed by cutting or grinding. それから, it undergoes the “water quenching treatment” that determines its performance.
2.5 Water quenching treatment: The cleaned rough casting is heated to over 1050 degrees Celsius and held at this temperature for a sufficient time to ensure that all the carbides in the steel dissolve into the austenite, forming a uniform single-phase austenite structure. それから, it is quickly lowered into a pool of water at room temperature for quenching. This rapid cooling “freezes” the austenite structure at high temperatures to room temperature, thereby obtaining the initial austenite structure mentioned earlier, which has excellent toughness and work hardening ability. The performance of high manganese steel cannot be brought out without water toughness treatment.
2.6 Finishing and inspection: The backing plates after heat treatment may undergo slight deformation and need to be straightened. ついに, the finished products are subject to size inspection, surface quality inspection and necessary non-destructive testing to ensure that each backing plate meets the standards.
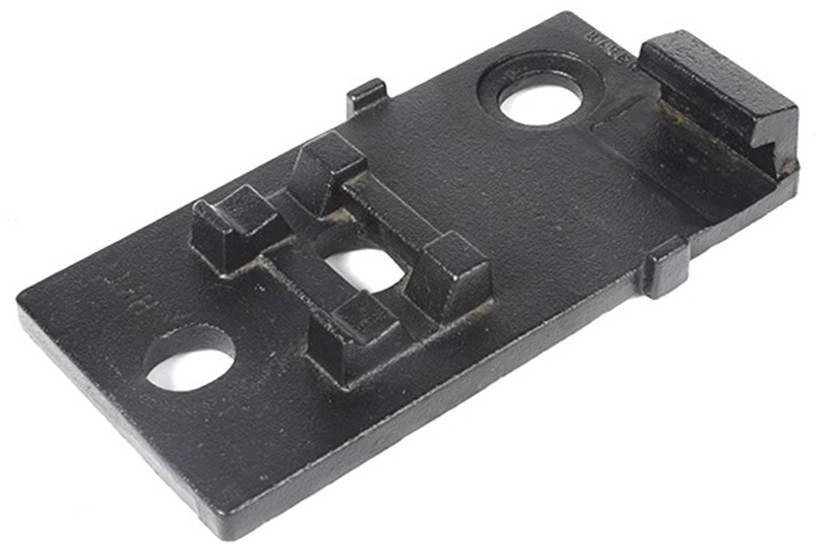
The design of railway backing plates is not a simple iron plate; each structure on it has a clear functional purpose.
3.1 Pressure bearing and force transmission: The most basic function of the backing plate is to disperse and transfer the huge pressure exerted by the wheels on the rails to the larger area of the concrete sleepers, preventing the sleepers from being damaged. したがって, the bottom area is precisely calculated to ensure that the pressure on the sleepers is within a safe range.
3.2 Track gauge and inclination control: The backing plate is equipped with a “track groove” for placing the rails. The width of the track groove and the slope on the inner side are strictly regulated. It precisely limits the position of the rails, thereby ensuring the constant distance (track gauge) between the two rails. 同時に, the slope of the track groove causes the rails to have an inward inclination, which helps the force of the wheels to be transmitted more smoothly to the track structure and improves the stability of train operation.
3.3 Fastening and anti-loosening: The backing plate is designed with bolt holes for passing through specific spring fasteners to firmly fix the rails on the sleepers. The positions and strengths of these holes ensure the reliability of the fastening system and prevent the rails from moving longitudinally or laterally when trains pass.
3.4 Shock absorption and insulation: Rubber pads are usually placed between the rails and the backing plates, as well as between the backing plates and the sleepers. These pads can buffer impacts, reduce vibrations and noise. 同時に, rubber is an insulating material that can block the current between the rails, ensuring the normal operation of the railway signal system.
3.5 Drainage and ballast debris: The design of the backing plate usually takes into account the smooth drainage of rainwater and ballast debris to avoid water accumulation and debris accumulation affecting the line condition.
High manganese steel railway backing plates are a precise component integrating materials science, casting technology and mechanical design. They utilize the unique work hardening characteristics of high manganese steel to resist wear; ensure internal quality and performance through rigorous sand casting and water toughness treatment; and perform multiple functions such as pressure bearing, positioning, fastening and shock absorption through scientific structural design. It is this multi-faceted synergy that jointly guarantees the safety, stability and efficiency of railway transportation.
洛陽豊洋重工業株式会社, 株式会社, 1998年に設立された鉄道鋳造部品のメーカーです. 当社の工場面積は72,600㎡です。, 以上の 300 従業員, 32 技術者, 含む 5 シニアエンジニア, 11 アシスタントエンジニア, そして 16 技術者. 弊社の生産能力は 30,000 年間トン. 現在, 私たちは主に鋳物を生産しています, 機械加工, 機関車の組立て, 鉄道車両, 高速鉄道, 鉱山機械, 風力, 等.
当社はCRRCに鉄道部品を供給しています。(以上を含む 20 CRRCの支店および子会社), Gemacエンジニアリングマシナリー, サニーグループ, 中信重工業, 等. 当社の製品はロシアに輸出されています, 米国, ドイツ, アルゼンチン, 日本, フランス, 南アフリカ, イタリアをはじめとする世界中の国.