Scan WeChat-koden for at kontakte os
Scan WeChat-koden for at kontakte os
Du er velkommen til at sende os en e-mail, og vi vil svare dig hurtigst muligt.
At skabe fremtiden med hjerte og sjæl

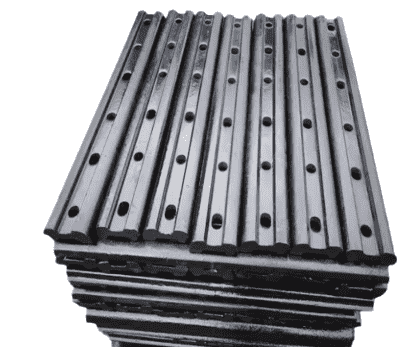
Jernbanepuder er nøglekomponenter placeret mellem stålskinner og betonsveller, og de må konstant udholde det enorme pres, indvirkning, og friktion fra toghjul. Grunden til, at stål med højt manganindhold er det bedste valg til fremstilling af dem, ligger i dets unikke slidstyrke.
1.1 Denne slidstyrke betyder ikke, at materialet er så hårdt som en sten helt fra begyndelsen. Tværtimod, nyproducerede stålpuder med højt manganindhold er ikke specielt hårde. Magien ligger i deres “jo mere de bliver slået, jo stærkere bliver de” ejendom, fagligt kendt som “arbejde hærdning”.
Den kemiske sammensætning af stål med højt manganindhold er den grundlæggende årsag. Den indeholder ca 1.2% kulstof og 11% til 14% mangan. Dette høje manganindhold giver den en austenitisk krystalstruktur ved stuetemperatur. Austenit i sig selv er meget duktil, men mangler hårdhed.
1.2 Når toghjul gentagne gange presser hen over pudens overflade, påføre intenst tryk og friktion, det er som at konstant hamre på pudens overflade med høj energi. Denne ydre kraft udløser betydelige ændringer i austenitstrukturen, forårsager adskillige gitterforvrængninger og fejljusteringer. På dette tidspunkt, manganet i stålet spiller en afgørende rolle, forhindrer austenitten i at forvandle sig til andre blødere strukturer. I stedet, det fremmer dannelsen af et stort antal fine karbider i de stærkt forvrængede austenitkorn og skaber en dislokationsstruktur med høj tæthed.
1.3 Resultatet er, at overfladelaget af puden er i kontakt med hjulene (omkring et par millimeter dyb) øger hurtigt dens hårdhed til mere end det dobbelte af dens oprindelige tilstand, bliver ekstremt hårde og slidstærke. I mellemtiden, pudens kerne, som ikke har været udsat for voldsom påvirkning, bevarer sin oprindelige austenitstruktur og forbliver meget duktil. Dette danner en perfekt kombination af “hård udenpå og hård indeni”: den hårde overflade modstår slid, mens den hårde kerne forhindrer komponenten i at knække under stød.
Derfor, slidstyrken af høj mangan stål puder er “dynamisk”. Nye hærdede lag erstatter konstant den slidte overflade indtil slutningen af komponentens levetid. Denne egenskab matcher perfekt de tunge belastninger og højfrekvente påvirkningsforhold på jernbaner.
Stålpuder med højt manganindhold fremstilles typisk gennem sandstøbning, en hævdvunden, men yderst pålidelig metode, specielt velegnet til fremstilling af komplekse strukturer, der skal modstå stød.
Den generelle proces er som følger:
2.1 Formforberedelse: Først, der laves en træ- eller metalmodel, der svarer nøjagtigt til pudens design. Så, denne model presses ind i specielt støbesand, og efter fjernelse, et hulrum i form af puden efterlades i sandformen. Som regel, der laves to halvforme, og når det kombineres, hulrummet i midten er formen på puden.
2.2 Smeltning og hældning: I en lysbueovn eller mellemfrekvent induktionsovn, skrot stål, råjern, og præcist beregnede legeringselementer som ferromangan og ferrochrom smeltes. Temperaturen og den kemiske sammensætning skal være strengt kontrolleret under smeltningsprocessen. Når det smeltede stål når den ønskede temperatur og er raffineret, det hældes i det samlede sandformhulrum.
2.3 Afkøling og shakeout: Efter hældning, det smeltede stål størkner naturligt i sandformen. Når det er helt størknet og afkølet til en bestemt temperatur, sandkassen er i stykker, og støbningen fjernes. Denne proces kaldes “shakeout”. På dette tidspunkt, puden er en grov støbning med vedhæftede portsystemer og grater.
2.4 Rengøring og varmebehandling: Dette er det mest kritiske skridt. Den grove støbning efter shakeout skal have overskydende porte og grater fjernet ved at skære eller slibe. Så, den gennemgår “vandhæmmende behandling” der bestemmer dens ydeevne.
2.5 Vandhæmmende behandling: Det rensede råstøbning opvarmes til over 1050 grader Celsius og holdes ved denne temperatur i tilstrækkelig tid til at sikre, at alle karbiderne i stålet opløses i austenitten, danner en ensartet enfaset austenitstruktur. Så, det sænkes hurtigt ned i en pool med vand ved stuetemperatur til bratkøling. Denne hurtige afkøling “fryser” austenitstrukturen ved høje temperaturer til stuetemperatur, derved opnås den oprindelige austenitstruktur nævnt tidligere, som har fremragende sejhed og arbejdshærdningsevne. Ydeevnen af stål med højt manganindhold kan ikke frembringes uden vandsejhedsbehandling.
2.6 Efterbehandling og eftersyn: Bagpladerne efter varmebehandling kan undergå let deformation og skal rettes op. Endelig, de færdige produkter er underlagt størrelseskontrol, inspektion af overfladekvalitet og nødvendig ikke-destruktiv test for at sikre, at hver bagplade opfylder standarderne.
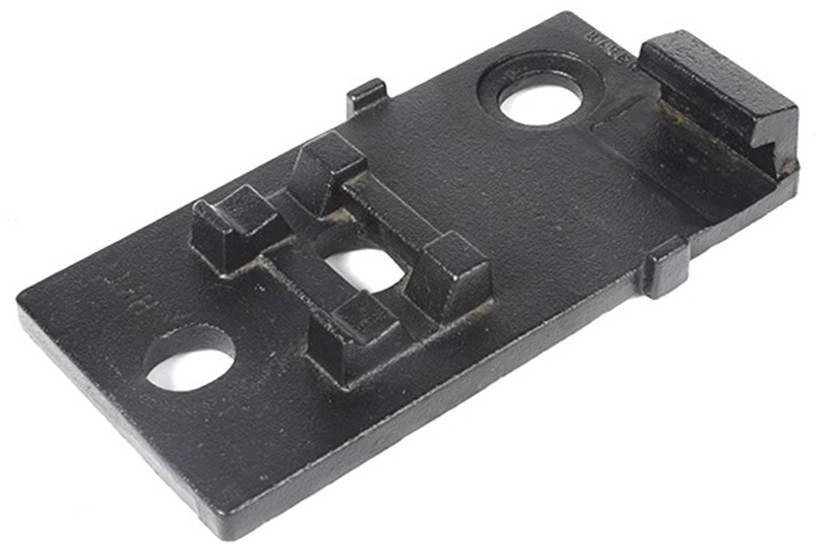
Designet af jernbanebagplader er ikke en simpel jernplade; hver struktur på den har et klart funktionelt formål.
3.1 Trykleje og kraftoverførsel: Den mest grundlæggende funktion af bagpladen er at sprede og overføre det enorme tryk, som hjulene udøver på skinnerne til det større område af betonsvellerne, forhindrer svellerne i at blive beskadiget. Derfor, bundarealet er præcist beregnet for at sikre, at trykket på svellerne er inden for et sikkert område.
3.2 Sporvidde og hældningskontrol: Bagpladen er udstyret med en “sporrille” til placering af skinnerne. Bredden af sporrillen og hældningen på indersiden er strengt reguleret. Det begrænser præcist placeringen af skinnerne, derved sikres den konstante afstand (sporvidde) mellem de to skinner. På samme tid, sporrillens hældning bevirker, at skinnerne hælder indad, som hjælper hjulenes kraft til at overføres mere jævnt til sporstrukturen og forbedrer stabiliteten af togdriften.
3.3 Fastgørelse og anti-løsning: Bagpladen er designet med boltehuller til at passere gennem specifikke fjederbefæstelser for at fastgøre skinnerne på svellerne. Disse hullers positioner og styrker sikrer fastgørelsessystemets pålidelighed og forhindrer skinnerne i at bevæge sig på langs eller sideværts, når tog passerer.
3.4 Stødabsorbering og isolering: Gummipuder er normalt placeret mellem skinnerne og bagpladerne, samt mellem bagpladerne og svellerne. Disse puder kan støddæmpe stød, reducere vibrationer og støj. På samme tid, gummi er et isolerende materiale, der kan blokere strømmen mellem skinnerne, at sikre normal drift af jernbanesignalsystemet.
3.5 Dræning og ballastrester: Udformningen af bagpladen tager normalt højde for den glatte dræning af regnvand og ballastaffald for at undgå vandophobning og ophobning af affald, der påvirker ledningstilstanden.
Jernbanebagplader i høj manganstål er en præcis komponent, der integrerer materialevidenskab, støbeteknologi og mekanisk design. De udnytter de unikke hærdningsegenskaber af høj manganstål til at modstå slid; sikre intern kvalitet og ydeevne gennem streng sandstøbning og vandsejhedsbehandling; og udføre flere funktioner såsom tryklejer, positionering, fastgørelse og stødabsorbering gennem videnskabeligt strukturelt design. Det er denne mangesidede synergi, der i fællesskab garanterer sikkerheden, stabilitet og effektivitet af jernbanetransport.
Luoyang Fonyo Heavy Industries Co., Ltd, grundlagt i 1998, er en producent af jernbanestøbedele. Vores fabrik dækker et område på 72.600㎡, med mere end 300 medarbejdere, 32 teknikere, inklusive 5 senioringeniører, 11 assistentingeniører, og 16 teknikere. Vores produktionskapacitet er 30,000 tons om året. For tiden, vi producerer hovedsageligt støbning, bearbejdning, og montage til lokomotiv, jernbanevogn, højhastighedstog, mineudstyr, vindkraft, osv.
Vi er leverandør af jernbanedele til CRRC(inklusive mere end 20 filialselskaber og datterselskaber af CRRC), Gemac Engineering Machinery, Sanygroup, Citic Heavy Industries, osv. Vores produkter er blevet eksporteret til Rusland, USA, Tyskland, Argentina, Japan, Frankrig, Sydafrika, Italien og andre lande over hele verden.