Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

Железнодорожные площадки являются ключевыми компонентами, расположенными между стальными рельсами и бетонными шпалами., и им приходится постоянно терпеть огромное давление, влияние, и трение от колес поезда. Причина, по которой сталь с высоким содержанием марганца является лучшим выбором для их изготовления, заключается в ее уникальной износостойкости..
1.1 Такая износостойкость не означает, что материал с самого начала тверд как камень.. Напротив, недавно произведенные колодки из стали с высоким содержанием марганца не особенно твердые. Магия заключается в их “тем больше их избивают, тем сильнее они становятся” свойство, профессионально известный как “закалка”.
Химический состав стали с высоким содержанием марганца является основной причиной. Он содержит примерно 1.2% углерод и 11% к 14% марганец. Высокое содержание марганца придает ему аустенитную кристаллическую структуру при комнатной температуре.. Аустенит сам по себе очень пластичен, но ему недостает твердости..
1.2 Когда колеса поезда неоднократно давят на поверхность колодки, применение интенсивного давления и трения, это похоже на непрерывный удар по поверхности колодки с высокой энергией. Эта внешняя сила вызывает значительные изменения в структуре аустенита., вызывая многочисленные искажения и перекосы решетки. В этот момент, марганец в стали играет решающую роль, предотвращение превращения аустенита в другие более мягкие структуры. Вместо, способствует образованию большого количества мелких карбидов внутри сильно деформированных аустенитных зерен и создает дислокационную структуру высокой плотности..
1.3 В результате поверхностный слой колодки, контактирующий с колесами, (глубиной около нескольких миллиметров) быстро увеличивает твердость более чем в два раза по сравнению с исходным состоянием, становится чрезвычайно твердым и износостойким. Тем временем, ядро колодки, который не подвергался интенсивному воздействию, сохраняет свою первоначальную аустенитную структуру и остается очень пластичным. Это создает идеальное сочетание “жесткий снаружи и жесткий внутри”: твердая поверхность устойчива к износу, а прочный сердечник предотвращает разрушение компонента при ударе.
Поэтому, Износостойкость колодок из высокомарганцовистой стали “динамичный”. Новые закаленные слои постоянно заменяют изношенную поверхность до конца срока службы детали.. Эта характеристика идеально соответствует условиям тяжелых нагрузок и высокочастотных воздействий на железных дорогах..
Колодки из стали с высоким содержанием марганца обычно изготавливаются методом литья в песчаные формы., проверенный временем, но очень надежный метод, особенно подходит для изготовления сложных конструкций, которые должны выдерживать удары.
Общий процесс выглядит следующим образом:
2.1 Подготовка формы: Первый, изготавливается деревянная или металлическая модель, точно соответствующая конструкции колодки. Затем, эта модель прессуется в специальный литейный песок, и после удаления, в песчаной форме оставляют полость в форме подушечки. Обычно, изготавливаются две полуформы, и при объединении, полость посередине соответствует форме подушечки.
2.2 Плавка и разливка: В электродуговой печи или среднечастотной индукционной печи., стальной лом, чугун, и точно рассчитанные элементы сплава, такие как ферромарганец и феррохром, плавятся. В процессе плавки необходимо строго контролировать температуру и химический состав.. Как только расплавленная сталь достигнет желаемой температуры и будет очищена, заливается в полость собранной песчаной формы.
2.3 Охлаждение и встряхивание: После заливки, расплавленная сталь естественным образом затвердевает в песчаной форме. После полного затвердевания и охлаждения до определенной температуры., ящик с песком сломан, и отливка снята. Этот процесс называется “встряска”. В этот момент, подушка представляет собой грубую отливку с прикрепленными литниковыми системами и заусенцами.
2.4 Очистка и термообработка: Это самый ответственный шаг. На черновой отливке после вытряски необходимо удалить лишние литники и заусенцы путем резки или шлифования.. Затем, он подвергается “закалочная обработка водой” что определяет его производительность.
2.5 Закалка водой: Очищенная черновая отливка нагревается до температуры 1050 градусов Цельсия и выдерживают при этой температуре в течение достаточного времени, чтобы все карбиды стали растворились в аустените., образуя однородную однофазную аустенитную структуру. Затем, его быстро опускают в бассейн с водой комнатной температуры для закалки. Это быстрое охлаждение “замерзает” аустенитная структура при высоких температурах до комнатной температуры, тем самым получая упомянутую ранее исходную аустенитную структуру., который имеет превосходную прочность и способность к упрочнению. Рабочие характеристики стали с высоким содержанием марганца не могут быть достигнуты без водостойкой обработки..
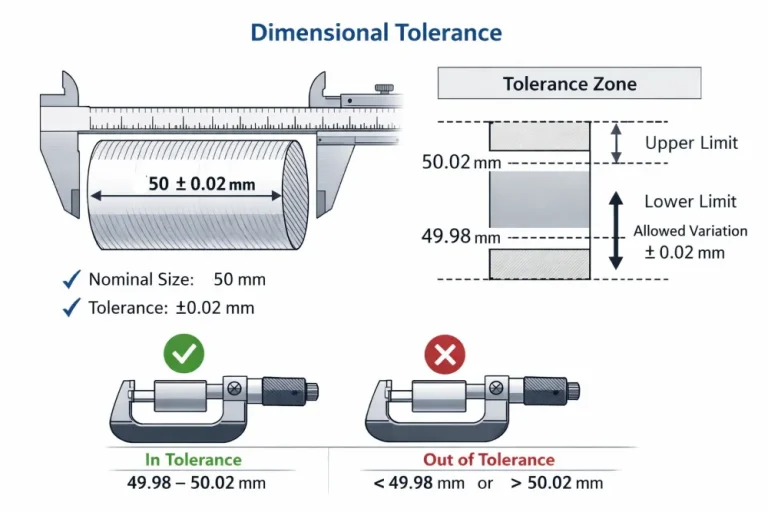
2.6 Отделка и проверка: Опорные пластины после термообработки могут слегка деформироваться и их необходимо выпрямить.. Окончательно, готовая продукция подлежит контролю размеров, проверка качества поверхности и необходимые неразрушающие испытания, чтобы гарантировать соответствие каждой опорной пластины стандартам..
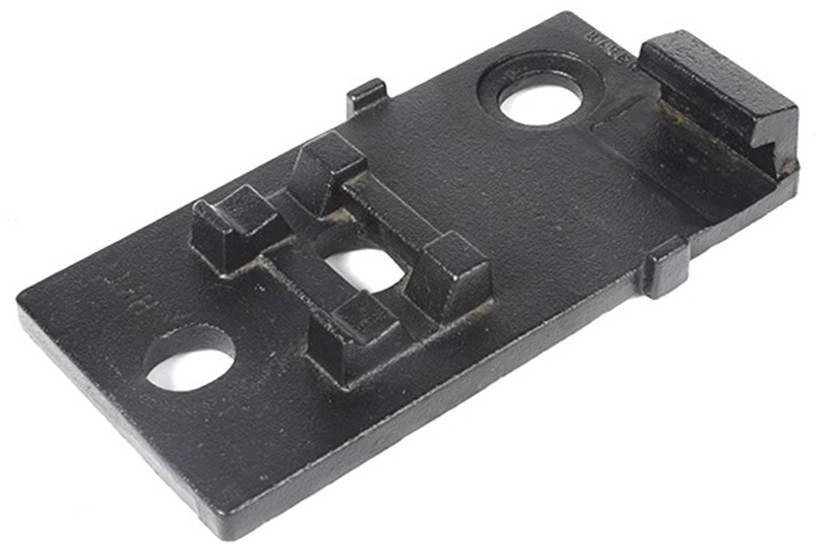
Конструкция железнодорожных подкладок не представляет собой простую железную пластину.; каждая структура на нем имеет четкое функциональное назначение.
3.1 Подшипник давления и передача усилия: Основная функция опорной плиты — рассеивание и передача огромного давления, оказываемого колесами на рельсы, на большую площадь бетонных шпал., предотвращение повреждения шпал. Поэтому, нижняя часть точно рассчитана, чтобы гарантировать, что давление на шпалы находится в безопасном диапазоне.
3.2 Контроль ширины колеи и наклона: Опорная пластина оснащена “канавка гусеницы” для установки рельсов. Ширина канавки гусеницы и уклон с внутренней стороны строго регламентированы.. Он точно ограничивает положение рельсов, тем самым обеспечивая постоянное расстояние (ширина колеи) между двумя рельсами. В то же время, наклон канавки пути приводит к наклону рельсов внутрь, что помогает более плавно передавать усилие от колес на структуру пути и повышает устойчивость движения поезда..
3.3 Крепление и защита от ослабления: Опорная пластина имеет отверстия под болты для прохождения через специальные пружинные крепления, обеспечивающие надежную фиксацию рельсов на шпалах.. Расположение и прочность этих отверстий обеспечивают надежность системы крепления и предотвращают смещение рельсов в продольном или поперечном направлении при прохождении поездов..
3.4 Амортизация и изоляция: Резиновые прокладки обычно помещаются между направляющими и опорными пластинами., а также между подкладными плитами и шпалами. Эти подушечки могут смягчать удары., снизить вибрацию и шум. В то же время, резина — изоляционный материал, который может блокировать ток между рельсами., обеспечение нормальной работы железнодорожной сигнализации.
3.5 Дренажный и балластный мусор: В конструкции опорной пластины обычно учитывается беспрепятственный отвод дождевой воды и балласта, чтобы избежать скопления воды и мусора, влияющих на состояние линии..
Железнодорожные опоры из высокомарганцевой стали представляют собой точный компонент, объединяющий науку о материалах., технология литья и механическое проектирование. Они используют уникальные характеристики нагартовки стали с высоким содержанием марганца, чтобы противостоять износу.; обеспечить внутреннее качество и производительность за счет тщательного литья в песчаные формы и водостойкой обработки.; и выполнять несколько функций, таких как подшипник давления, позиционирование, крепление и амортизация благодаря научному проектированию конструкции. Именно эта многогранная синергия совместно гарантирует безопасность., стабильность и эффективность железнодорожных перевозок.
Лоянская компания Fonyo Heavy Industries Co., ООО, основана в 1998 году, является производителем деталей для железнодорожного литья.. Наша фабрика занимает площадь 72 600 кв.м., с более чем 300 сотрудники, 32 техники, включая 5 старшие инженеры, 11 помощники инженера, и 16 техники. Наша производственная мощность составляет 30,000 тонн в год. В настоящее время, в основном мы производим литье, механическая обработка, и сборка для локомотива, вагон, высокоскоростные поезда, горное оборудование, энергия ветра, и т. д..
Мы поставляем железнодорожные детали для CRRC(в том числе более 20 филиалы и дочерние компании CRRC), Гемак инженерное оборудование, Санигрупп, Ситик Хэви Индастриз, и т. д.. Наша продукция экспортируется в Россию., Соединенные Штаты, Германия, Аргентина, Япония, Франция, ЮАР, Италия и другие страны мира.