Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

Due to the high content of carbon and silicon, ковкий чугун, like gray cast iron, has good fluidity and self-regreening ability. Однако, due to the differences in pre-furnace treatment processes and solidification processes, there are significant differences in casting properties between ductile iron and gray cast iron, and thus their casting processes are also different.
During the spheroidization process, the addition of spheroidizing agents causes the temperature of the molten iron to decrease. В то же время, elements such as magnesium and rare earth form inclusions in the tundish and the pouring system. Как результат, the fluidity of the molten iron decreases after spheroidization treatment. Более того, if these inclusions enter the mold cavity, they will cause casting defects such as inclusions, pinholes, and rough casting surfaces.
To address the aforementioned issues, the following points need to be noted in the casting process for ductile iron:
1.1 The surface scum on the iron liquid in the pouring ladle must be removed thoroughly. It is best to use a teapot nozzle for pouring.
1.2 The residual magnesium content must be strictly controlled, preferably below 0.06%.
1.3 The pouring system must have sufficient dimensions to ensure that the iron liquid can fill the cavity as quickly as possible and avoid turbulence.
1.4 A semi-closed pouring system should be adopted. According to the data recommended by the American Foundry Society, the ratio of the straight pouring channel, the transverse pouring channel and the internal pouring channel is 4:8:3.
1.5 The internal pouring port should be as close to the bottom of the mold as possible.
1.6 Installing a filter screen in the pouring system can help remove inclusions.
1.7 The pouring temperature should be appropriately increased to enhance the filling capacity of the iron liquid and avoid the formation of carbides. For iron liquid treated with rare earth, the pouring temperature can refer to the relevant manuals in China. For iron liquid treated with magnesium, according to the data recommended by the American Foundry Society, when the wall thickness of the casting is 25mm, the pouring temperature should not be lower than 1315℃; when the wall thickness is 6mm, the pouring temperature should not be lower than 1425℃.
Compared with gray cast iron, ductile iron has significant differences in its solidification characteristics, mainly manifested in the following aspects:
2.1 The eutectic solidification range of ductile iron is relatively wide. During the eutectic solidification of gray cast iron, the ends of the lamellar graphite are always in contact with the molten iron, thus the eutectic solidification process proceeds relatively quickly. For ductile iron, since the graphite spheres are surrounded by an austenite shell in the later stage of growth, their growth requires carbon atom diffusion, and thus the solidification process is relatively slow. Как результат, in order to maintain the eutectic solidification process, it is required to form new graphite crystal nuclei on the new graphite heterogeneous core through a new eutectic solidification under a larger undercooling. Поэтому, during the solidification process of ductile iron, there is a wide liquid-solid coexistence area on the cross-section, and its solidification mode has the characteristic of colloidal solidification. This makes the secondary pouring during the solidification process of ductile iron difficult.
2.2 The graphite core in ductile iron is more abundant. After ballizing and spheroidizing treatment, the graphite core in ductile iron is much larger than that in gray cast iron, and thus the size of its eutectic grains is also much smaller than that of gray cast iron.
2.3 Ductile iron has a relatively large eutectic expansion force. During the eutectic solidification process of ductile iron, the graphite is quickly surrounded by the austenite shell. During the growth of the graphite, the expansion caused by the increase in volume cannot be transferred to the molten iron, thus resulting in a large eutectic expansion force. When the mold stiffness is not high, the resulting eutectic expansion will cause shrinkage porosity defects.
2.4 During the solidification process, the volume changes of ductile iron can be divided into three stages: the liquid contraction during the period from when the molten iron is poured into the mold until it cools down to the eutectic temperature; the volume expansion caused by the precipitation of graphite spheres during the eutectic solidification process; and the body contraction during the cooling process after the molten iron solidifies.
3.1 The mold must have a high degree of compactness to ensure that it has sufficient rigidity to withstand the eutectic expansion force during the eutectic solidification of ductile iron. It should be noted that at this time, special measures must be taken to improve the permeability of the mold, и в то же время, the moisture content in the molding sand should be reduced as much as possible to prevent “fire blockage”.
3.2 Reasonably set the risers. The risers for ductile iron are different from those of ordinary steel and white cast iron. The rationality of setting the risers for ductile iron lies in that they can fully compensate for the liquid shrinkage of the molten iron. When the molten iron enters the eutectic expansion stage, the pouring system and the riser neck freeze promptly, allowing the casting to self-regulate by utilizing the expansion caused by the graphite precipitation.
3.3 The sand box should have sufficient rigidity, and there should be a secure fastening device between the upper and lower boxes.
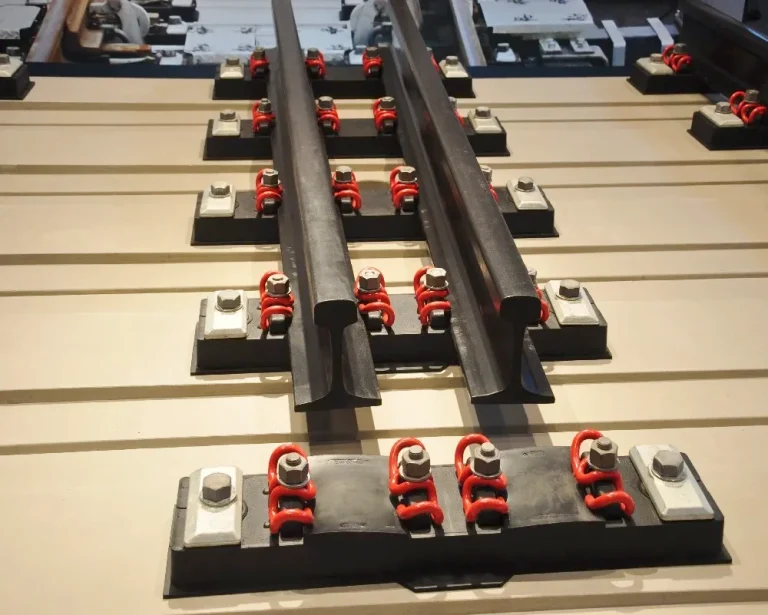
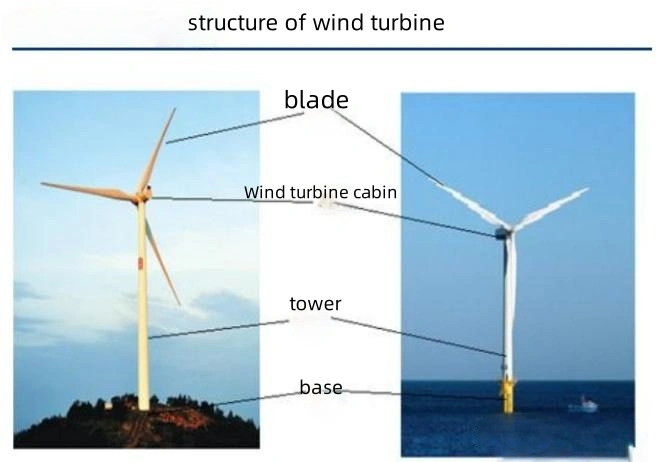
Лоянская компания Fonyo Heavy Industries Co., ООО, основана в 1998 году, является производителем деталей для железнодорожного литья.. Наша фабрика занимает площадь 72 600 кв.м., с более чем 300 сотрудники, 32 техники, включая 5 старшие инженеры, 11 помощники инженера, и 16 техники. Наша производственная мощность составляет 30,000 тонн в год. В настоящее время, в основном мы производим литье, механическая обработка, и сборка для локомотива, вагон, высокоскоростные поезда, горное оборудование, энергия ветра, и т. д..
Мы поставляем железнодорожные детали для CRRC(в том числе более 20 филиалы и дочерние компании CRRC), Гемак инженерное оборудование, Санигрупп, Ситик Хэви Индастриз, и т. д.. Наша продукция экспортируется в Россию., Соединенные Штаты, Германия, Аргентина, Япония, Франция, ЮАР,Италия и другие страны мира.