Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

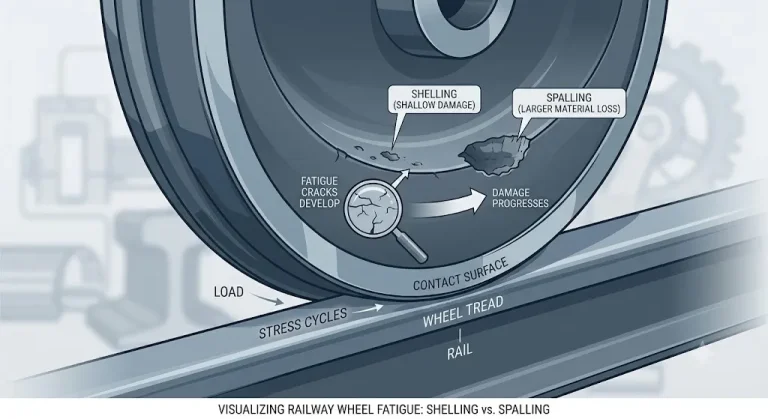
In many industrial fields, such as machinery manufacturing, locomotive tracks, aerospace, и т. д., cast iron parts are basic components, and their quality is directly related to the performance and safety of the entire product. Ultrasonic flaw detection technology, like a keen “quality detective”, escorts the quality inspection of cast iron parts.
The Secret of Ultrasonic Flaw Detection Principle
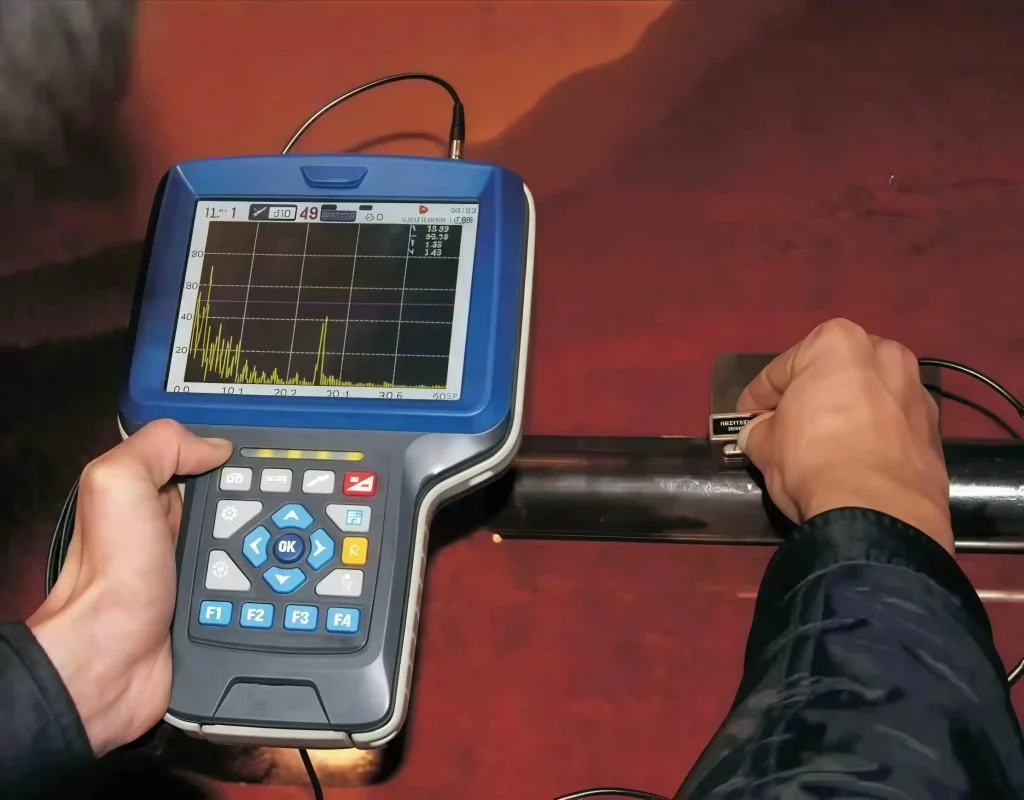
Ultrasonic waves are sound waves with a frequency higher than 20,000 Гц. They have the characteristics of good directionality and strong penetration. In the flaw detection of cast iron parts, the flaw detector generates high-frequency electrical pulses to stimulate the probe to emit ultrasonic waves. These ultrasonic waves are shot into the interior of the cast iron parts at a specific angle. When encountering the interface of different media, такие как поры, шлаковые включения, cracks and other defects, reflection, refraction and waveform conversion will occur. The reflected ultrasonic waves are received by the probe and converted into electrical signals. After being processed by the flaw detector, they are displayed in the form of waveforms or images. By analyzing the characteristics of these signals, flaw detectors can determine whether there are defects inside the cast iron parts and the location, size and nature of the defects.
Full analysis of the flaw detection process
When conducting ultrasonic flaw detection on cast iron parts, first of all, the appropriate probe and flaw detection frequency should be selected according to the material, форма, size and flaw detection requirements of the cast iron parts. Например, for cast iron parts with rough surfaces, a probe with a lower frequency and a larger chip size should be selected to ensure that the ultrasonic wave can be effectively coupled into the workpiece.
Next is surface preparation. The oil, rust, и т. д., on the flaw detection surface of the cast iron parts should be cleaned and polished if necessary to ensure good contact between the probe and the workpiece surface. During flaw detection, the probe moves on the surface of the workpiece in a certain way. Common ones include zigzag scanning, front and back scanning, и т. д., to cover the flaw detection area fully. The flaw detector needs to pay close attention to the display of the flaw detector. Once an abnormal signal is found, its position, amplitude and other information should be recorded in detail, and a comprehensive judgment should be made based on the actual situation of the cast iron parts.

Advantages and challenges of technology
Ultrasonic flaw detection technology has many advantages. It has high sensitivity to detect internal defects of cast iron parts and can detect tiny pores and cracks; it has a fast detection speed and is suitable for quality inspection in large-scale production; it is harmless to the human body and can be safely operated in various environments. Однако, the technology also faces some challenges. The structure of cast iron parts is uneven, and the ultrasonic wave attenuates greatly when propagating in them, which will affect the detection depth and sensitivity; cast iron parts with complex shapes, such as those with curved surfaces or special-shaped structures, will bring difficulties to the movement of the probe and the location of defects.
Благодаря постоянному развитию науки и техники, ultrasonic flaw detection technology is also developing continuously. Digital and intelligent flaw detection equipment continues to emerge, improving the accuracy and efficiency of detection. В будущем, ultrasonic flaw detection technology will play a more important role in ensuring the quality of cast iron parts and promoting industrial development, and will become an indispensable quality guardian in the industrial field.
Поставщик
Лоянская компания Fonyo Heavy Industries Co., ООО,Основанная в 1998 году, является производителем литых железнодорожных деталей. Наш завод занимает площадь 72 600 кв.м., с более чем 300 сотрудники, 32 техники, включая 5 старшие инженеры, 11 помощники инженера, и 16 Техники.Наша производственная мощность 30,000 тонн в год. В настоящее время, в основном мы производим литье, механическая обработка, и сборка для локомотива,вагон,высокоскоростные поезда, горное оборудование,энергия ветра,и т. д. Наша продукция экспортируется в Россию, Соединенные Штаты, Германия, Аргентина, Япония, Франция, ЮАР,Италия и другие страны.
Контакт: Стелла Лю
Электронная почта:[email protected]
мобильный:+8615515351287