Scansiona il codice WeChat per contattarci
Scansiona il codice WeChat per contattarci
Sentiti libero di inviarci un'e-mail e ti risponderemo il prima possibile.
Creare il futuro con cuore e anima

In many industrial fields, such as machinery manufacturing, locomotive tracks, aerospace, ecc., cast iron parts are basic components, and their quality is directly related to the performance and safety of the entire product. Ultrasonic flaw detection technology, like a keen “quality detective”, escorts the quality inspection of cast iron parts.
The Secret of Ultrasonic Flaw Detection Principle
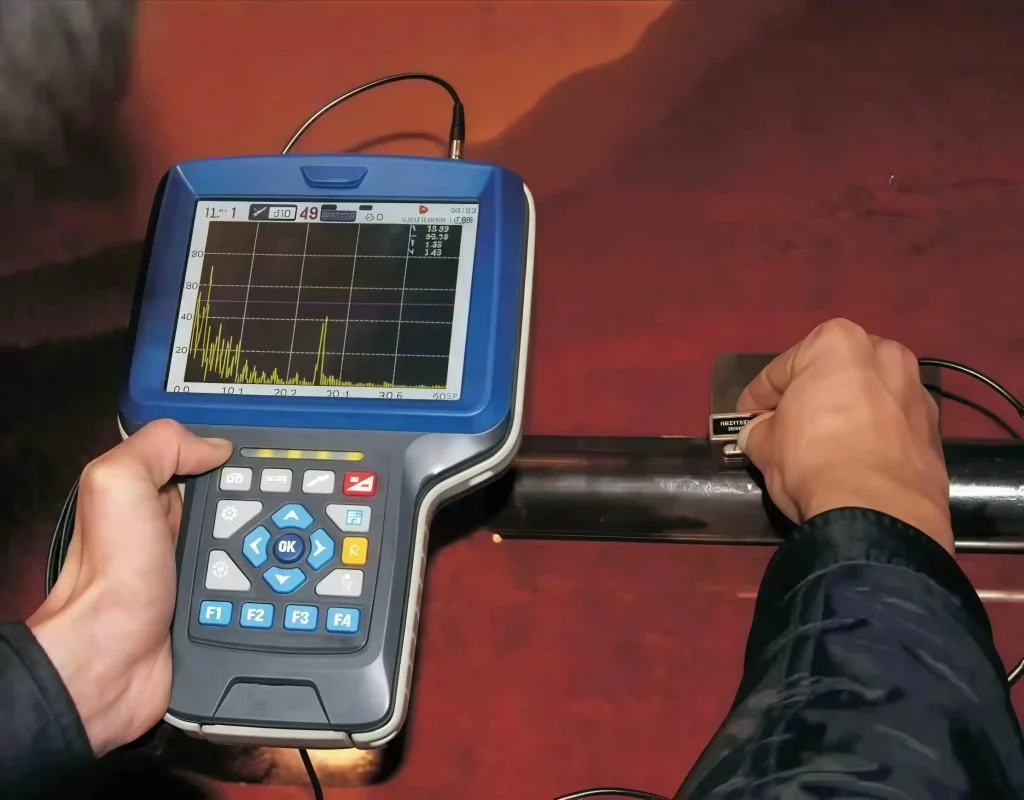
Ultrasonic waves are sound waves with a frequency higher than 20,000 Hz. They have the characteristics of good directionality and strong penetration. In the flaw detection of cast iron parts, the flaw detector generates high-frequency electrical pulses to stimulate the probe to emit ultrasonic waves. These ultrasonic waves are shot into the interior of the cast iron parts at a specific angle. When encountering the interface of different media, come i pori, inclusioni di scorie, cracks and other defects, reflection, refraction and waveform conversion will occur. The reflected ultrasonic waves are received by the probe and converted into electrical signals. Dopo essere stato elaborato dal rilevatore di difetti, they are displayed in the form of waveforms or images. By analyzing the characteristics of these signals, flaw detectors can determine whether there are defects inside the cast iron parts and the location, size and nature of the defects.
Full analysis of the flaw detection process
When conducting ultrasonic flaw detection on cast iron parts, first of all, the appropriate probe and flaw detection frequency should be selected according to the material, forma, size and flaw detection requirements of the cast iron parts. Per esempio, for cast iron parts with rough surfaces, a probe with a lower frequency and a larger chip size should be selected to ensure that the ultrasonic wave can be effectively coupled into the workpiece.
Next is surface preparation. The oil, rust, ecc., on the flaw detection surface of the cast iron parts should be cleaned and polished if necessary to ensure good contact between the probe and the workpiece surface. During flaw detection, the probe moves on the surface of the workpiece in a certain way. Common ones include zigzag scanning, front and back scanning, ecc., to cover the flaw detection area fully. The flaw detector needs to pay close attention to the display of the flaw detector. Una volta rilevato un segnale anomalo, la sua posizione, l'ampiezza e altre informazioni dovrebbero essere registrate in dettaglio, and a comprehensive judgment should be made based on the actual situation of the cast iron parts.

Advantages and challenges of technology
Ultrasonic flaw detection technology has many advantages. It has high sensitivity to detect internal defects of cast iron parts and can detect tiny pores and cracks; it has a fast detection speed and is suitable for quality inspection in large-scale production; è innocuo per il corpo umano e può essere utilizzato in sicurezza in vari ambienti. Tuttavia, the technology also faces some challenges. La struttura delle parti in ghisa non è uniforme, and the ultrasonic wave attenuates greatly when propagating in them, which will affect the detection depth and sensitivity; cast iron parts with complex shapes, such as those with curved surfaces or special-shaped structures, will bring difficulties to the movement of the probe and the location of defects.
With the continuous advancement of science and technology, ultrasonic flaw detection technology is also developing continuously. Digital and intelligent flaw detection equipment continues to emerge, improving the accuracy and efficiency of detection. In futuro, la tecnologia di rilevamento dei difetti ad ultrasuoni svolgerà un ruolo più importante nel garantire la qualità delle parti in ghisa e nel promuovere lo sviluppo industriale, and will become an indispensable quality guardian in the industrial field.
Fornitore
Luoyang Fonyo Heavy Industries Co., Ltd,fondata nel 1998, è un produttore di parti ferroviarie in fusione. La nostra fabbrica copre un'area di 72.600㎡, con più di 300 dipendenti, 32 tecnici, compreso 5 ingegneri senior, 11 ingegneri assistenti, E 16 tecnici. La nostra capacità produttiva è 30,000 tonnellate all'anno. Attualmente, produciamo principalmente fusione, lavorazione, e assemblaggio per locomotiva,vagone ferroviario,treni ad alta velocità, attrezzature minerarie,energia eolica,ecc. I nostri prodotti sono stati esportati in Russia, gli Stati Uniti, Germania, Argentina, Giappone, Francia, Sudafrica,Italia e altri paesi.
Contatto: Stella Liu
E-mail:[email protected]
Mobile:+8615515351287