Scansiona il codice WeChat per contattarci
Scansiona il codice WeChat per contattarci
Sentiti libero di inviarci un'e-mail e ti risponderemo il prima possibile.
Creare il futuro con cuore e anima

Riduttori ferroviari ad alta velocità devono resistere a carichi estremi, e la purezza dei materiali è il punto di controllo principale. Utilizzando la tecnologia di fusione del forno a induzione a media frequenza, ad una temperatura elevata di 1600 ℃, gli elementi nocivi come lo zolfo e il fosforo presenti nel ferro fuso vengono rimossi con precisione attraverso processi come la desolforazione della polvere di magnesio e la disossidazione del trattamento con calcio, con il contenuto di zolfo controllato di seguito 0.02% (soltanto 1/10 di quello dell'acciaio comune). Lo spettrometro monitora il contenuto di 16 elementi come il carbonio, silicio e manganese in tempo reale, garantendo che la deviazione della composizione non superi 0.05%. I dati di una certa azienda mostrano che la resistenza alla fatica di questo acciaio legato ultrapuro è 40% superiore a quello dell'acciaio comune, gettare le basi per il funzionamento a lungo termine di riduttori.
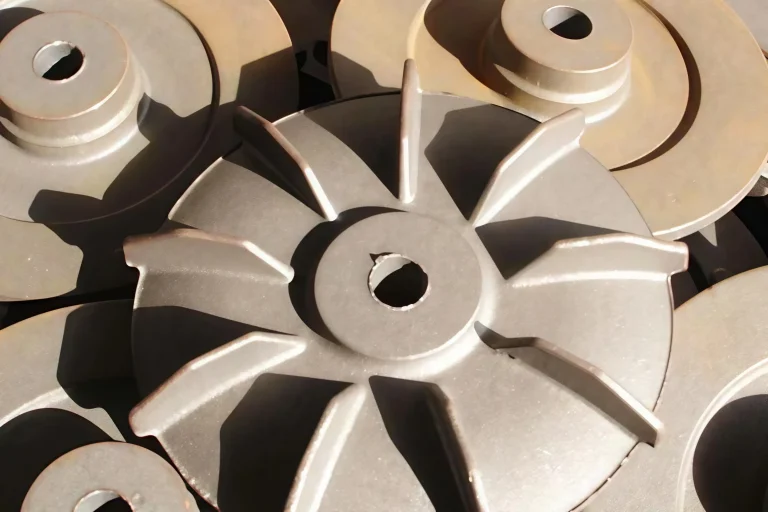
La tradizionale fusione in sabbia si basa sulla modellatura manuale, e gli spazi tra i granelli di sabbia tendono a causare difetti di porosità. La moderna tecnologia di stampaggio con sabbia di resina prevede la miscelazione di granelli di sabbia con resina fenolica e la loro pressione automatica in forma su un modello di stampa 3D. La resistenza dello stampo in sabbia raggiunge 1,8 MPa (tre volte quello della tradizionale sabbia argillosa), e la finitura superficiale è Ra6,3μm (vicino ad un effetto a specchio). Le statistiche di una certa fabbrica di cambi mostrano che il processo di sabbia resinosa ha aumentato il tasso di rendimento 78% A 92%, ridotto il tasso di difetti di porosità di 80%, e ha supportato lo stampaggio una tantum di complesse strutture di cavità interne, riducendo significativamente il volume di lavorazione successivo.
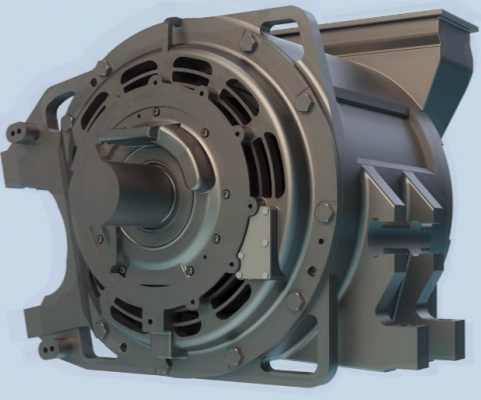
I pezzi grezzi fusi devono essere sottoposti al rinvenimento “due estremi del ghiaccio e del fuoco”. Il cambio entra prima nel forno di tempra continua e viene mantenuto ad una temperatura elevata di 860 ℃ per 2 ore per sciogliere completamente i carburi. Successivamente, l'acqua ad alta pressione viene spruzzata ad una velocità di 15 m/s, raffreddando istantaneamente la superficie per formare un guscio duro martensitico, mentre l'interno rimane in tenace austenite. Il successivo processo di tempera a 500 ℃ dura 4 ore. Rilasciando lentamente lo stress interno spento, la durezza del corpo della scatola viene infine stabilizzata nell'intervallo HRC30-35. Ciò non solo garantisce la resistenza all'usura della superficie di ingranamento degli ingranaggi, ma garantisce anche che il corpo della scatola non si deformi in caso di variazioni di temperatura da -40 ℃ a 150 ℃.
Il corpo della scatola dopo il trattamento termico deve essere lavorato grossolanamente da una fresatrice a portale CNC per rimuovere lo strato di ossido superficiale e riservare spazio per la lavorazione fine. La fresatura viene effettuata utilizzando utensili in lega dura ad una velocità di rotazione di 800 m/min, con un'unica profondità di taglio fino a 5 mm. Il monitoraggio in tempo reale tramite uno strumento di misura delle coordinate tridimensionali garantisce che l'errore di posizione di ciascun foro del cuscinetto nella scatola non superi 0,05 mm, fornendo un riferimento accurato per la successiva lavorazione fine. I dati di una determinata azienda mostrano che la coerenza dimensionale durante la fase di lavorazione di sgrossatura influisce direttamente sulla precisione dell'ingranamento finale dell'ingranaggio. Per ogni aumento di errore di 0,01 mm, il rumore degli ingranaggi aumenterà di 2 dB.

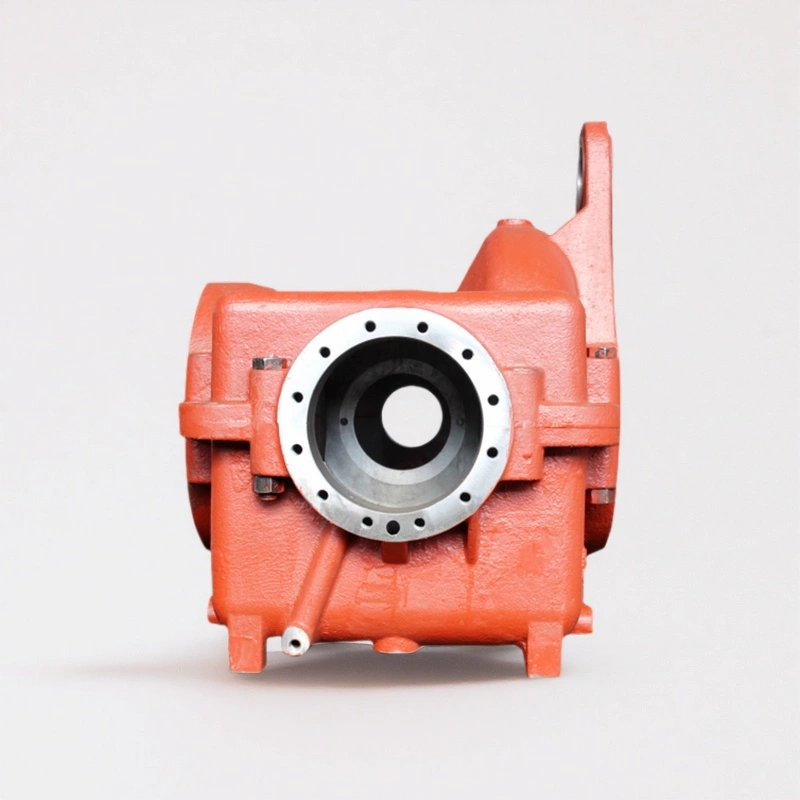
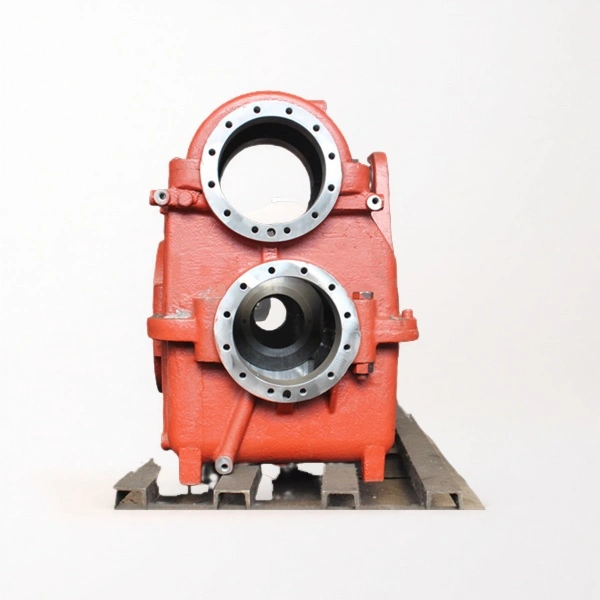
Dopo la lavorazione di sgrossatura, il corpo della scatola entra nel centro di lavoro CNC a cinque assi e viene finemente fresato con PCBN (nitruro di boro cubico policristallino) utensili. La velocità di rotazione viene aumentata a 1200 m/min, la profondità di taglio è ridotta a 0,5 mm, e la rugosità superficiale raggiunge Ra0,8μm. Il sistema del foro dell'ingranaggio adotta un processo di levigatura. Attraverso il movimento alternativo della pietra da olio, i segni di lavorazione del grado 0,01 mm vengono rimossi, e la tolleranza del diametro del foro è controllata entro 0,005 mm (equivalente a 1/10 di un capello umano). Le statistiche di una certa azienda mostrano che la precisione dimensionale nella fase di lavorazione fine influisce direttamente sull'efficienza della trasmissione del cambio. Per ogni aumento di 0,001 mm dell'errore del diametro del foro, la perdita di trasmissione aumenterà di 0.5%.
L'assemblaggio dei riduttori deve essere effettuato in un'officina a temperatura e umidità costanti, con la temperatura controllata a 20±1℃ e l'umidità inferiore 40%. L'ingranaggio e l'albero sono montati con interferenza. L'ingranaggio viene premuto nel perno da un tensionatore idraulico ad una pressione di 300 MPa per garantire che la forza sulla superficie di accoppiamento raggiunga 150 MPa. Il precarico del cuscinetto è controllato con precisione da una chiave dinamometrica, con un errore non superiore a ±5 N·m. I dati di una determinata azienda mostrano che la tolleranza del gioco assiale durante la fase di assemblaggio deve essere controllata entro 0,02 mm; Altrimenti, ciò causerà il disallineamento dell'ingranamento degli ingranaggi e porterà a vibrazioni anomale.
Ogni cambio deve essere sottoposto a “TAC di tutto il corpo”: rilevamento difetti ad ultrasuoni (UT) per difetti di fessurazione, con una sensibilità di Φ1,2 mm (equivalente alla dimensione di un seme di sesamo). Ispezione con particelle magnetiche (MT) viene utilizzato per rilevare crepe superficiali. Se vengono rilevati difetti superiori a 0,5 mm, verrà attivato immediatamente un allarme. È stata raggiunta la percentuale di superamento dell'ispezione UT di una determinata impresa 99.9%, e il tasso di difetti delle crepe era controllato all'interno 0.1%. Inoltre, gli ingranaggi devono inoltre superare la misurazione a tre coordinate del centro di ispezione degli ingranaggi, e l'errore del profilo del dente non deve superare 0,02 mm (equivalente a 1/5 di un capello umano).
Il cambio finito deve superare il rigoroso test di “Laboratorio di simulazione ferroviaria ad alta velocità”: dopo essere stato congelato in una scatola a bassa temperatura -40 ℃ 24 ore, dovrebbe essere immediatamente avviato e utilizzato per testare le prestazioni di avviamento a bassa temperatura. La stabilità termica è stata verificata mediante funzionamento continuo in una camera ad alta temperatura a 150℃ per 100 ore. L'usura della superficie del dente è stata monitorata facendo funzionare continuamente il banco prova di fatica degli ingranaggi ad una velocità equivalente di 350 km/h per 500 ore. I dati di una determinata impresa mostrano che il tasso di guasto verificato dei riduttori è inferiore a 0.001%, che può garantire che non si verifichino guasti critici durante il 5 milioni di chilometri di trasporto ferroviario ad alta velocità.
Luoyang Fonyo Heavy Industries Co., Ltd, fondata nel 1998, è un produttore di parti ferroviarie in fusione. La nostra fabbrica copre un'area di 72.600㎡, con più di 300 dipendenti, 32 tecnici, compreso 5 ingegneri senior, 11 ingegneri assistenti, E 16 tecnici. La nostra capacità produttiva è 30,000 tonnellate all'anno. Attualmente, produciamo principalmente fusione, lavorazione, e assemblaggio per locomotiva, vagone ferroviario, treni ad alta velocità, attrezzature minerarie, energia eolica, ecc. I nostri prodotti sono stati esportati in Russia, gli Stati Uniti, Germania, Argentina, Giappone, Francia, Sudafrica, Italia e altri paesi.
Contatto: Stella Liu
E-mail: [email protected]
Whatsapp: +86-155-1535-1287