Bizimle iletişime geçmek için WeChat kodunu tarayın
Bizimle iletişime geçmek için WeChat kodunu tarayın
Bize e-posta göndermekten çekinmeyin; size en kısa sürede cevap vereceğiz.
Geleceği kalp ve ruhla yaratmak

Yüksek hızlı demiryolu dişli kutuları aşırı yüklere dayanması gerekiyor, ve malzemelerin saflığı birincil kontrol noktasıdır. Orta frekanslı indüksiyon ocağı eritme teknolojisini kullanarak, 1600°C yüksek sıcaklıkta, Erimiş demirdeki kükürt ve fosfor gibi zararlı elementler, magnezyum tozunun kükürtten arındırılması ve kalsiyum işleminin deoksidasyonu gibi işlemlerle hassas bir şekilde uzaklaştırılır., kükürt içeriği aşağıda kontrol edilerek 0.02% (sadece 1/10 sıradan çelikten). Spektrometre içeriğini izler 16 karbon gibi elementler, gerçek zamanlı olarak silikon ve manganez, kompozisyon sapmasının aşılmamasını sağlamak 0.05%. Belirli bir kuruluştan elde edilen veriler, bu ultra saf alaşımlı çeliğin yorulma mukavemetinin 40% sıradan çeliğinkinden daha yüksek, uzun vadeli işleyişinin temelini oluşturuyor vites kutuları.
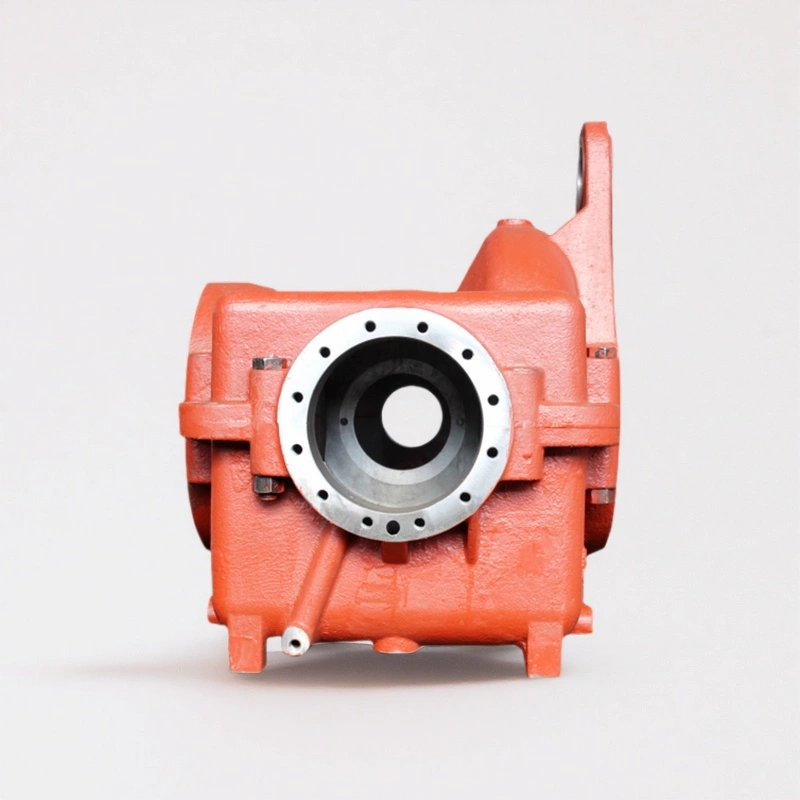
Geleneksel kum dökümü manuel şekillendirmeye dayanır, ve kum taneleri arasındaki boşluklar gözeneklilik kusurlarına neden olma eğilimindedir. Modern reçineli kum kalıplama teknolojisi, kum tanelerinin fenolik reçineyle karıştırılmasını ve bunların bir 3D baskı şablonu üzerinde otomatik olarak şekillendirilmesini içerir.. Kum kalıp mukavemeti 1.8MPa'ya ulaşır (geleneksel kil kumunun üç katı), ve yüzey kalitesi Ra6.3μm'dir (ayna benzeri bir etkiye yakın). Belirli bir dişli kutusu fabrikasından alınan istatistikler, reçineli kum işleminin verim oranını artırdığını gösteriyor 78% ile 92%, gözeneklilik kusur oranını azalttı 80%, ve karmaşık iç boşluk yapılarının tek seferlik kalıplanmasını destekledi, sonraki işlem hacmini önemli ölçüde azaltır.
Dökme boşlukların temperleme işlemine tabi tutulması gerekir “iki aşırı buz ve ateş”. Dişli kutusu ilk önce sürekli söndürme fırınına girer ve 860 ° C'lik yüksek bir sıcaklıkta tutulur. 2 karbürlerin tamamen çözünmesi için saatler. Daha sonra, 15m/s hızla yüksek basınçlı su püskürtülür, martensitik sert bir kabuk oluşturmak için yüzeyi anında soğutur, iç kısım sert ostenit kalırken. Sonraki 500°C tavlama işlemi şu kadar sürer: 4 saat. Söndürülmüş iç stresi yavaşça serbest bırakarak, kutu gövdesinin sertliği sonuçta HRC30-35 aralığında stabilize edilir. Bu sadece dişli birbirine geçen yüzeyin aşınma direncini sağlamakla kalmaz, aynı zamanda kutu gövdesinin -40°C'den 150°C'ye kadar sıcaklık değişimleri altında deforme olmayacağını da garanti eder..
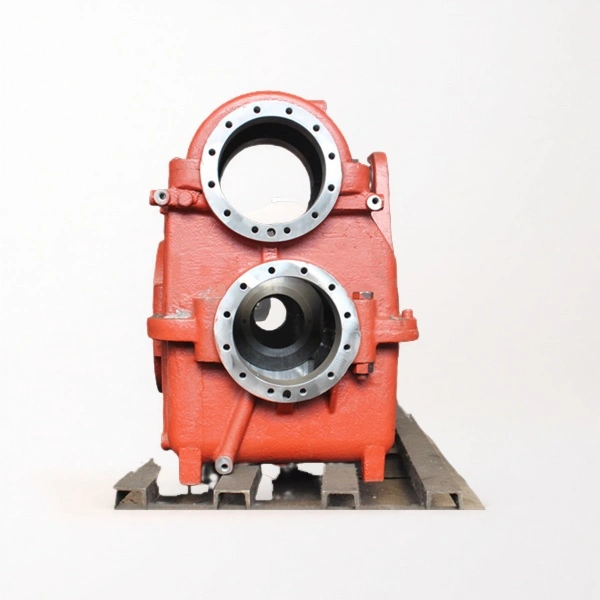
Isıl işlemden sonra kutu gövdesinin, yüzeydeki oksit tabakasını çıkarmak ve ince işleme için pay bırakmak üzere bir CNC portal frezeleme makinesi tarafından kabaca işlenmesi gerekir.. Frezeleme, sert alaşımlı takımlar kullanılarak 800m/dak dönüş hızında gerçekleştirilir, 5 mm'ye kadar tek kesme derinliği ile. Üç boyutlu koordinat ölçüm cihazıyla gerçek zamanlı izleme, kutudaki her yatak deliğinin konum hatasının 0,05 mm'yi aşmamasını sağlar, sonraki ince işlemler için doğru bir referans sağlamak. Belirli bir kuruluştan elde edilen veriler, kaba işleme aşamasındaki boyutsal tutarlılığın, son dişli kavrama doğruluğunu doğrudan etkilediğini göstermektedir.. Hatadaki her 0,01 mm'lik artış için, dişli gürültüsü 2dB artacak.

Kaba işlemeden sonra, kutu gövdesi beş eksenli CNC işleme merkezine girer ve PCBN ile hassas şekilde frezelenir (çok kristalli kübik bor nitrür) aletler. Dönüş hızı 1200 m/dak'ya çıkarıldı, kesme derinliği 0,5 mm'ye düşürülür, ve yüzey pürüzlülüğü Ra0.8μm'ye ulaşır. Dişli deliği sistemi bir honlama işlemini benimser. Yağ taşının ileri geri hareketi sayesinde, 0,01 mm dereceli işleme işaretleri kaldırıldı, ve delik çapı toleransı 0,005 mm dahilinde kontrol edilir (eşdeğer 1/10 bir insan saçı). Belirli bir kuruluştan alınan istatistikler, ince işleme aşamasındaki boyutsal doğruluğun, dişli kutusunun aktarım verimliliğini doğrudan etkilediğini göstermektedir.. Delik çapındaki her 0,001 mm'lik artış için hata, iletim kaybı artacaktır 0.5%.
Redüktörlerin montajı sabit sıcaklık ve nem oranına sahip bir atölyede yapılmalıdır., Sıcaklık 20±1°C'de kontrol edilirken nem oranı aşağıdadır 40%. Dişli ve şaft sıkı geçme ile donatılmıştır. Dişli, birleşme yüzeyindeki kuvvetin 150MPa'ya ulaşmasını sağlamak için 300MPa basınçta bir hidrolik gerdirme makinesi tarafından muyluya bastırılır.. Rulmanın ön yükü bir tork anahtarıyla hassas bir şekilde kontrol edilir, ±5N·m'yi aşmayan hatayla. Belirli bir kuruluştan alınan veriler, montaj aşamasında eksenel boşluk toleransının 0,02 mm dahilinde kontrol edilmesi gerektiğini göstermektedir.; aksi takdirde, dişlilerin yanlış hizalanmasına ve anormal titreşime yol açacaktır.
Her dişli kutusunun bir süreçten geçmesi gerekir “tam vücut CT taraması”: ultrasonik kusur tespiti (UT) çatlak kusurları için, Φ1,2mm hassasiyetle (susam tanesi büyüklüğünde). Manyetik parçacık muayenesi (MT) yüzey çatlaklarını tespit etmek için kullanılır. 0,5 mm'den büyük kusurlar bulunursa, hemen bir alarm tetiklenecek. Belirli bir işletmenin UT denetiminden geçme oranına ulaşıldı 99.9%, ve çatlak kusur oranı kontrol edildi 0.1%. Ek olarak, dişliler aynı zamanda dişli muayene merkezinin üç koordinat ölçümünü de geçmelidir, ve diş profili hatası 0,02 mm'yi geçmemelidir (eşdeğer 1/5 bir insan saçı).
Bitmiş dişli kutusunun zorlu testlerden geçmesi gerekiyor “Yüksek Hızlı Demiryolu Simülasyon Laboratuvarı”: -40°C düşük sıcaklıktaki bir kutuda dondurulduktan sonra 24 saat, Düşük sıcaklıkta başlatma performansını test etmek için hemen başlatılmalı ve çalıştırılmalıdır.. Termal stabilite, 150°C sıcaklıktaki yüksek sıcaklıktaki bir odada sürekli çalışmayla doğrulandı. 100 saat. Diş yüzeyinin aşınması, dişli yorulma test tezgahının 350 km/saat eşdeğer hızda sürekli çalıştırılmasıyla izlendi. 500 saat. Belirli bir kuruluştan elde edilen veriler, dişli kutularının doğrulanmış arıza oranının şundan daha az olduğunu göstermektedir: 0.001%, sırasında hiçbir kritik arızanın meydana gelmemesini sağlayabilir. 5 milyon kilometre yüksek hızlı demiryolu işletmesi.
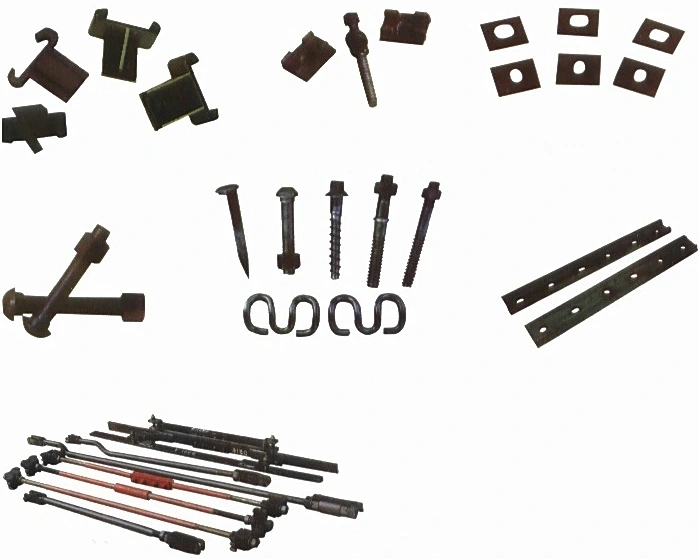
Luoyang Fonyo Ağır Sanayi A.Ş., Ltd., kuruldu 1998, döküm demiryolu parçaları üreticisidir. Fabrikamız 72.600㎡ alanı kaplamaktadır, fazlasıyla 300 çalışanlar, 32 teknisyenler, içermek 5 kıdemli mühendisler, 11 yardımcı mühendisler, Ve 16 teknisyenler. Üretim kapasitemiz 30,000 ton/yıl. Şu anda, ağırlıklı olarak döküm üretiyoruz, işleme, ve lokomotif için montaj, vagon, yüksek hızlı trenler, madencilik ekipmanları, rüzgar enerjisi, vesaire. Ürünlerimiz Rusya'ya ihraç edildi, Amerika Birleşik Devletleri, Almanya, Arjantin, Japonya, Fransa, Güney Afrika, İtalya ve diğer ülkeler.
Temas etmek: Stella Liu
E-posta: satış@railwaypart.com
WhatsApp: +86-155-1535-1287