WeChat 코드를 스캔하여 문의하세요
WeChat 코드를 스캔하여 문의하세요
이메일을 보내주시면 최대한 빨리 답변해 드리겠습니다..
마음과 영혼을 다해 미래를 창조하다

고속철도 기어박스 극한의 하중을 견뎌야 함, 재료의 순도가 주요 체크포인트입니다.. 중주파 유도로 제련 기술을 이용하여, 1600℃의 고온에서, 마그네슘 분말 탈황, 칼슘 처리 탈산 등의 공정을 통해 용선 중의 황, 인 등 유해성분을 정밀하게 제거합니다., 황 함량을 아래로 조절하여 0.02% (오직 1/10 일반 강철의 것). 분광계는 다음의 내용을 모니터링합니다. 16 탄소와 같은 원소, 실리콘과 망간을 실시간으로, 구성 편차가 초과되지 않도록 보장 0.05%. 특정 기업의 데이터에 따르면 이 초순수 합금강의 피로 강도는 40% 일반 강철보다 높아, 장기적으로 운영할 수 있는 기반 마련 기어박스.
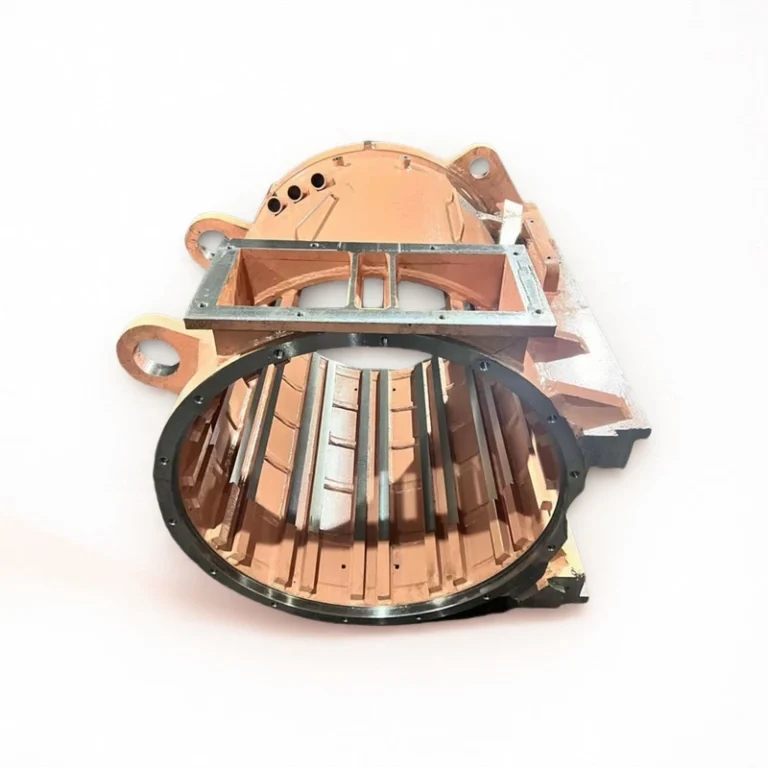
전통적인 모래 주조는 수동 성형에 의존합니다., 모래 알갱이 사이의 틈으로 인해 다공성 결함이 발생하기 쉽습니다.. 현대 수지 모래 성형 기술에는 모래 알갱이를 페놀수지와 혼합하고 자동으로 3D 인쇄 템플릿 형태로 압축하는 작업이 포함됩니다.. 모래 주형 강도는 1.8MPa에 도달합니다. (기존 점토 모래의 3배), 표면조도는 Ra6.3μm입니다. (거울효과에 가깝다). 특정 기어박스 공장의 통계에 따르면 수지 샌드 공정으로 인해 수율이 증가한 것으로 나타났습니다. 78% 에게 92%, 다공성 불량률을 감소시켰습니다. 80%, 복잡한 내부 캐비티 구조의 일회성 성형을 지원합니다., 후속 처리량을 대폭 감소.
주조 블랭크는 템퍼링을 거쳐야 합니다. “얼음과 불의 두 가지 극단”. 기어박스는 먼저 연속 담금질로에 들어가고 860℃의 고온에서 유지됩니다. 2 탄화물을 완전히 용해시키는 데 몇 시간이 걸립니다.. 그후, 고압의 물을 15m/s의 속도로 분사, 표면을 즉시 냉각시켜 마르텐사이트 하드 쉘을 형성합니다., 내부는 견고한 오스테나이트로 유지됩니다.. 후속 500℃ 템퍼링 공정은 4 시간. 냉각된 내부 응력을 천천히 풀어줌으로써, 상자 본체의 경도는 궁극적으로 HRC30-35 범위 내에서 안정화됩니다.. 이는 기어 맞물림 표면의 내마모성을 보장할 뿐만 아니라 -40℃에서 150℃까지의 온도 변화에도 박스 본체가 변형되지 않도록 보장합니다..
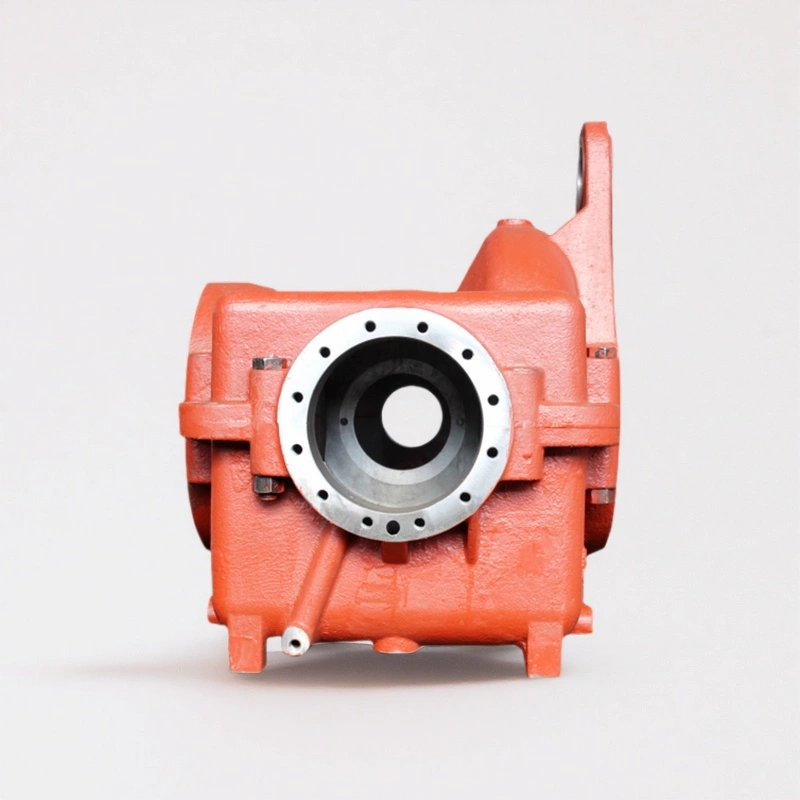
열처리 후 상자 본체는 표면 산화물 층을 제거하고 미세 가공을 위한 여유분을 확보하기 위해 CNC 갠트리 밀링 머신으로 대략 가공해야 합니다.. 밀링은 800m/min의 회전 속도로 경질 합금 공구를 사용하여 수행됩니다., 최대 5mm의 단일 절단 깊이로. 3차원 좌표 측정기로 실시간 모니터링을 통해 상자 내 각 베어링 구멍의 위치 오차가 0.05mm를 초과하지 않도록 보장합니다., 후속 정밀 가공을 위한 정확한 기준 제공. 특정 기업의 데이터에 따르면 거친 가공 단계의 치수 일관성이 최종 기어 맞물림 정확도에 직접적인 영향을 미치는 것으로 나타났습니다.. 오류가 0.01mm 증가할 때마다, 기어 소음이 2dB 증가합니다..

거친 가공 후, 박스 본체는 5축 CNC 머시닝 센터에 들어가 PCBN으로 미세하게 밀링됩니다. (다결정 입방 질화 붕소) 도구. 회전 속도가 1200m/min으로 증가되었습니다., 절단 깊이가 0.5mm로 감소되었습니다., 표면 거칠기는 Ra0.8μm에 도달합니다.. 기어 홀 시스템은 호닝 프로세스를 채택합니다.. 오일스톤의 왕복운동을 통해, 0.01mm 등급의 가공 흔적이 제거되었습니다., 구멍 직경 공차는 0.005mm 이내로 제어됩니다. (에 해당 1/10 사람 머리카락의). 특정 기업의 통계에 따르면 미세 가공 단계의 치수 정확도가 기어박스의 전달 효율에 직접적인 영향을 미치는 것으로 나타났습니다.. 구멍 직경 오차가 0.001mm 증가할 때마다, 전송 손실은 다음과 같이 증가합니다. 0.5%.
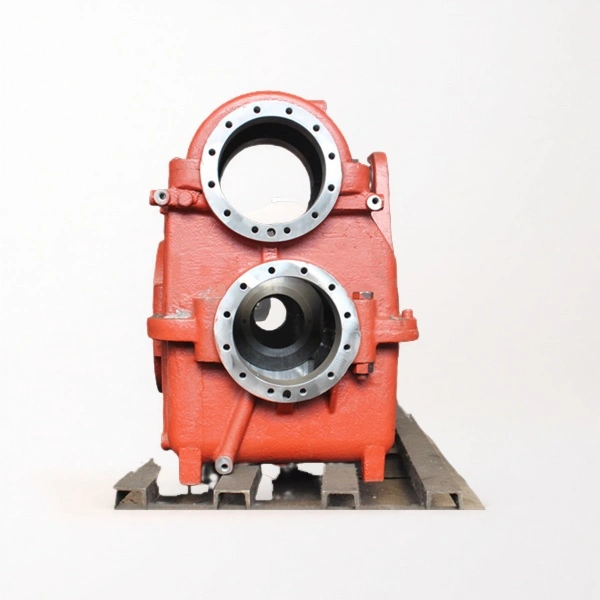
기어박스 조립은 항온항습 작업장에서 수행되어야 합니다., 온도 20±1℃, 습도 이하로 관리 40%. 기어와 샤프트가 억지끼워맞춤으로 끼워져 있습니다.. 결합 표면의 힘이 150MPa에 도달하도록 보장하기 위해 300MPa의 압력에서 유압 장력 조절 기계로 기어를 저널에 밀어 넣습니다.. 베어링의 예압은 토크 렌치로 정밀하게 제어됩니다., ±5N·m를 초과하지 않는 오차. 특정 기업의 데이터에 따르면 조립 단계 중 축방향 클리어런스 공차는 0.02mm 이내로 제어되어야 합니다.; 그렇지 않으면, 기어 맞물림의 정렬 불량이 발생하고 비정상적인 진동이 발생합니다..
각 기어박스는 다음을 거쳐야 합니다. “전신 CT 스캔”: 초음파 결함 탐지 (유타) 균열 결함에 대한, Φ1.2mm의 감도로 (참깨 크기와 맞먹는다.). 자분탐상검사 (MT) 표면 균열을 감지하는 데 사용됩니다.. 0.5mm보다 큰 결함이 발견된 경우, 알람이 즉시 실행됩니다. 특정 기업의 UT 검사 합격률에 도달했습니다. 99.9%, 균열 결함률은 이내로 제어되었습니다. 0.1%. 게다가, 기어는 또한 기어 검사 센터의 3좌표 측정을 통과해야 합니다., 치형 오차는 0.02mm를 초과해서는 안 됩니다. (에 해당 1/5 사람 머리카락의).
완성된 기어박스는 엄격한 테스트를 통과해야 합니다. “고속철도 시뮬레이션 연구실”: -40℃ 저온박스에 넣어 냉동한 후 24 시간, 저온 시동 성능을 테스트하려면 즉시 시동하고 작동해야 합니다.. 150℃ 고온 챔버에서 연속 운전하여 열 안정성을 검증하였습니다. 100 시간. 기어 피로 테스트 벤치를 350km/h의 등가 속도로 연속적으로 실행하여 치면의 마모를 모니터링했습니다. 500 시간. 특정 기업의 데이터에 따르면 검증된 기어박스의 고장률은 다음보다 낮습니다. 0.001%, 이는 도중에 심각한 결함이 발생하지 않도록 보장할 수 있습니다. 5 백만 킬로미터의 고속철도 운행.
뤄양포뇨중공업(Luoyang Fonyo Heavy Industries), 주식회사, 설립된 1998, 주철 부품 제조업체입니다.. 우리 공장의 면적은 72,600㎡입니다., 이상으로 300 직원, 32 기술자, 포함 5 수석 엔지니어, 11 보조 엔지니어, 그리고 16 기술자. 우리의 생산 능력은 30,000 연간 톤. 현재, 우리는 주로 주조물을 생산하고 있습니다, 가공, 기관차 조립 및 조립, 철도 차량, 고속 열차, 광산 장비, 풍력, 등. 우리의 제품은 러시아로 수출되었습니다, 미국, 독일, 아르헨티나, 일본, 프랑스, 남아프리카, 이탈리아 및 기타 국가.
연락하다: 스텔라 리우
이메일: [email protected]
왓츠앱: +86-155-1535-1287