WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

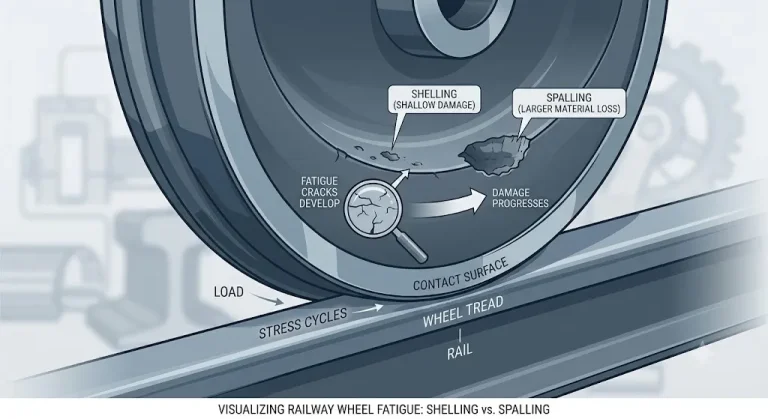
工業生産の大舞台で, 鋳鉄部品は固体のようです “スケルトン”, supporting the efficient operation of various 鉄道鋳造部品. しかし, 生産工程中に, cast iron parts may have defects such as pores, slag inclusions, cracks, 等, due to factors such as process and raw materials. These defects are like hidden “time bombs” that may cause equipment failure or even safety accidents at any time. 現時点では, ultrasonic flaw detection technology is like a precision instrument for “B-超音波” of cast iron parts, escorting industrial safety.
Where does the “superpower” of ultrasonic flaw detection come from
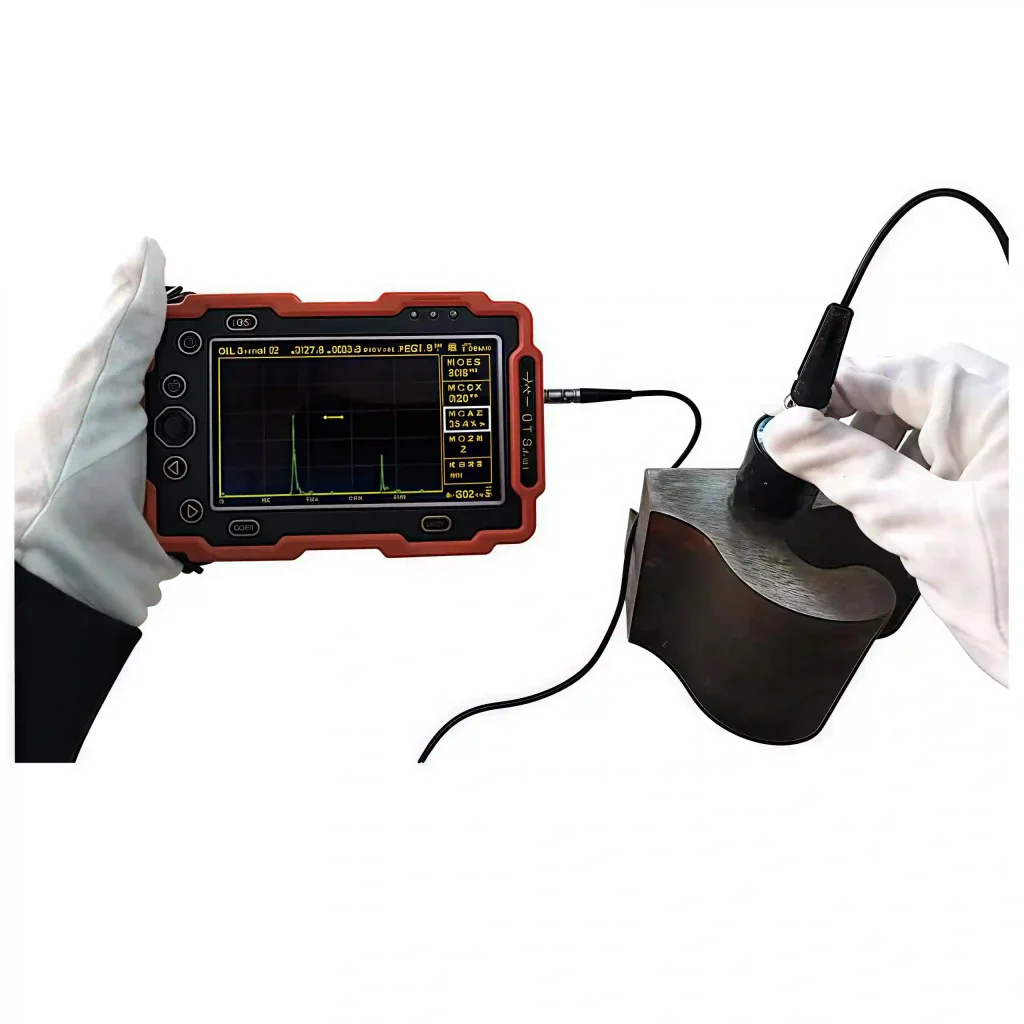
The principle of ultrasonic flaw detection is based on the unique physical properties of ultrasonic waves. When ultrasonic waves propagate in a medium, reflection and refraction will occur when encountering the interface of different media. In the flaw detection of cast iron parts, the flaw detector will emit high-frequency electrical pulses to stimulate the probe to generate ultrasonic waves and inject them into the interior of the cast iron parts. If there are no defects inside the cast iron part, the ultrasonic wave will propagate along the predetermined path; once it encounters defects such as pores and slag inclusions, it is like throwing a stone into a calm lake, the propagation path of the ultrasonic wave will be disrupted, and part of the ultrasonic wave will be reflected. These reflected waves are received by the probe and converted into electrical signals. After being processed by the flaw detector, の “image” inside the cast iron part can be presented, and the flaw detector can judge whether there are defects and the situation of the defects based on this.
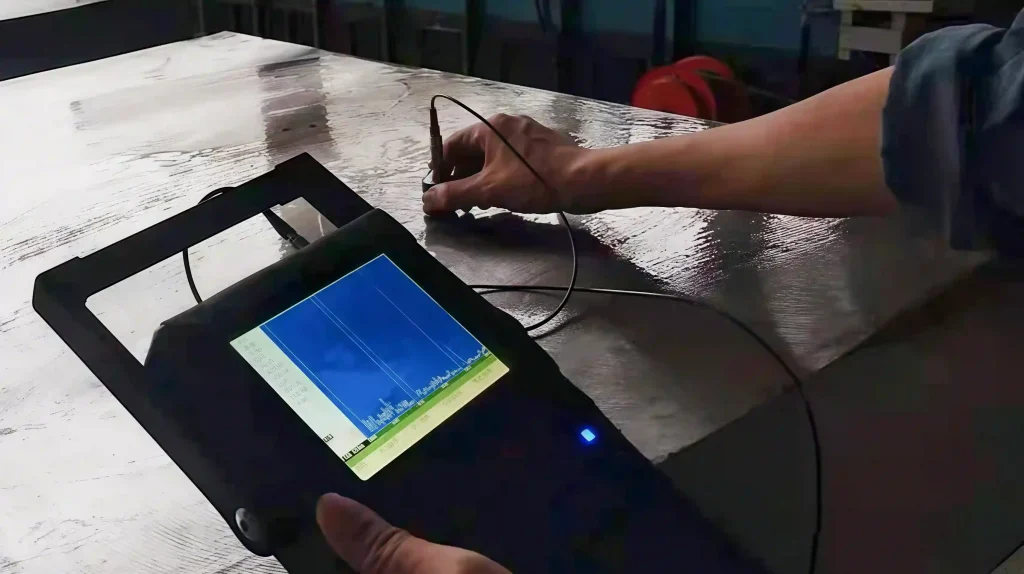
Flaw detection operation: rigorous and meticulous “detective work”
When conducting ultrasonic flaw detection of cast iron parts, preliminary preparation is crucial. It is necessary to select appropriate probes and flaw detection frequencies according to the material, 厚さ, 形, 等, of the cast iron parts. 例えば, for thinner cast iron parts, a probe with a higher frequency can obtain a clearer image; for cast iron parts with complex shapes, a probe of a special shape may be required to ensure the detection effect.
Before flaw detection, the surface of the cast iron part must be cleaned to remove impurities such as oil and rust to ensure good coupling between the probe and the workpiece surface. During the flaw detection process, the probe must move regularly on the surface of the workpiece. Common scanning methods include parallel scanning and oblique parallel scanning to cover the detection area fully. The flaw detector should concentrate on observing the display screen of the flaw detector. Once an abnormal signal is found, its position, amplitude and other information should be recorded in detail, and a comprehensive analysis should be conducted in combination with the actual situation of the cast iron. Sometimes, in order to accurately determine the nature and size of the defect, it is necessary to use different probe angles and scanning methods for re-inspection.
Technical advantages and challenges
Ultrasonic flaw detection technology has significant advantages. It has high sensitivity to detect internal defects of cast iron parts and can detect tiny defects; it has fast detection speed and is suitable for quality inspection in large-scale production; it is harmless to the human body and can be safely operated in various environments. しかし, this technology also faces some challenges. The structure of cast iron parts is uneven, and the ultrasonic wave attenuates greatly when propagating in it, which affects the detection depth and sensitivity. 加えて, for some cast iron parts with complex shapes and uneven wall thickness, the propagation path of ultrasonic waves is complex, and the location and quantification of defects are difficult.
Nevertheless, with the continuous advancement of science and technology, ultrasonic flaw detection technology is also continuing to innovate. New digital flaw detection equipment and advanced signal processing algorithms make the detection results more accurate and reliable. 将来, ultrasonic flaw detection technology will play a more important role in ensuring the quality of cast iron parts and promoting industrial development, and will become an indispensable “quality guardian” in the industrial field.
サプライヤー
洛陽豊洋重工業株式会社, 株式会社,1998年に設立された鉄道鋳造部品のメーカーです。当社の工場面積は72,600㎡です。, 以上の 300 従業員, 32 技術者, 含む 5 シニアエンジニア, 11 アシスタントエンジニア, そして 16 当社の生産能力は 30,000 年間トン. 現在, 私たちは主に鋳物を生産しています, 機械加工, 機関車の組立て,鉄道車両,高速鉄道, 鉱山機械,風力,etc.当社の製品はロシアに輸出されています, 米国, ドイツ, アルゼンチン, 日本, フランス, 南アフリカ,イタリアとその他の国.
接触: ステラ・リュー
電子メール:[email protected]
携帯:+8615515351287