WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

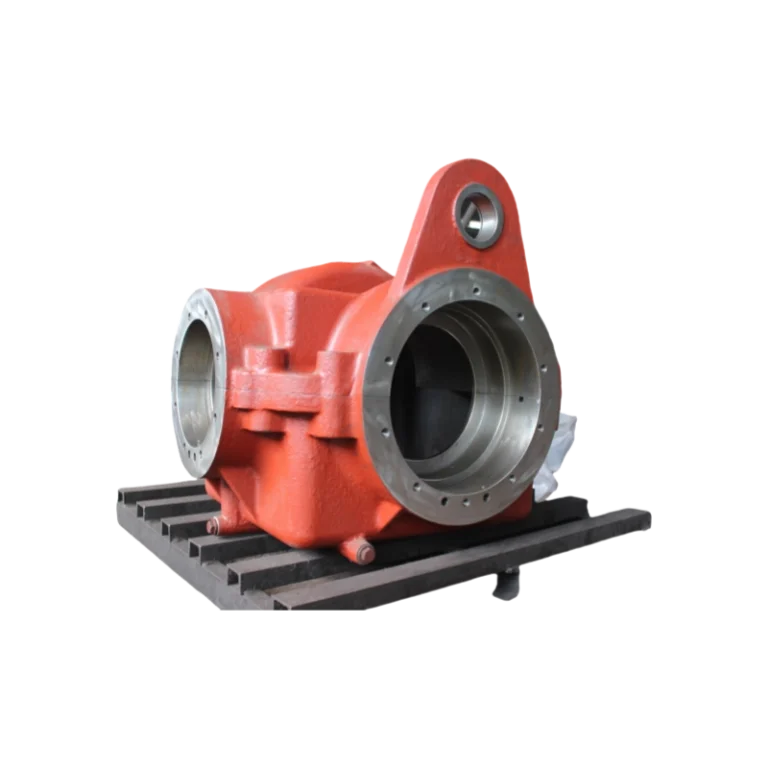
When sourcing high-precision components like 機関車 ギアボックスハウジング, アクスルボックス, そして motor pressure rings, 財務状況を理解することが重要です. 鉄道および風力発電部門の調達マネージャーおよびエンジニア向け, the question isn’t just “what is the price?” but “What determines the cost of custom casting parts?”
Navigating the complexities of metal casting requires a deep dive into metallurgical choices, process efficiencies, and the value of integrated manufacturing. In this comprehensive guide, we will analyze the primary drivers of casting costs and provide actionable insights on how to optimize your budget for custom casting parts without compromising on safety or performance.

The cost of a cast component is not a static number; it is a dynamic calculation of material, energy, labor, and technology. When you request a quote for custom casting parts, a professional foundry evaluates the “Total Cost of Ownership” (TCO).
The Fundamental Cost Equation
At its simplest, the price is influenced by:
For specialized industries like railway manufacturing, where parts like suspension bearing boxes must endure decades of stress, の “quality cost” often plays a larger role than in consumer-grade casting.
One of the most significant factors in what determines the cost of custom casting parts is the specific casting method chosen. As a foundry offering multiple processes, we understand that selecting the right “tool for the job” is the first step in cost optimization.
水ガラス砂型鋳造
This is a staple for large-scale 鉄道鋳物.
シェルモールディング (Pre-coated Sand
By using resin-coated sand to create a thin, hard shell, this process offers superior dimensional accuracy.
V-Process Casting (Vacuum Sealed Molding)
ロストフォームキャスティング
When you order custom casting parts based on drawings or samples, the first financial hurdle is the pattern or mold.
Built-to-Print vs. Reverse Engineering
If you provide a 3D CAD model, our engineers can directly proceed to mold flow analysis, reducing lead time. しかし, if you provide a physical sample, reverse engineering via 3D scanning adds an initial layer of cost but ensures that the replacement part—such as an obsolete locomotive component—is identical to the original.
Amortization Over Volume
A common mistake in procurement is choosing a cheap casting process for a high-volume part. While sand casting patterns are cheap, the high unit labor cost makes it expensive at scale. Conversely, investing in high-quality metal dies for shell molding might cost more upfront but will drop the unit price of custom casting parts significantly over a 1,000-unit run.
The metal itself is a commodity, but its application in custom casting parts is a science.
A raw casting is rarely a finished product. For parts like motor pressure rings または ギアボックスハウジング, the interface surfaces must be machined to micron-level precision.
Why Integrated Machining Saves Money
Many buyers separate their “casting vendor” from their “machining vendor.” This often leads to:
By choosing a partner with strong in-house CNC machining capabilities, the foundry takes full responsibility for the finished dimension. This integration is a key factor in what determines the cost of custom casting parts because it streamlines the supply chain and reduces the “waste” of over-engineered machining allowances.
In the railway sector, a failure in an 軸箱 または ギアボックス is catastrophic. したがって, quality control is a non-negotiable part of the cost structure.

Let’s look at how these factors interact. A client recently approached us for a 鉄道ギアボックスハウジング quote.
それで, what determines the cost of custom casting parts? It is a blend of the right process, smart engineering, material integrity, and integrated finishing.
As a manufacturer specializing in locomotive and wind power components, 洛陽豊洋重工業株式会社, 株式会社. pride ourselves on transparency. Whether you need ギアボックスハウジング, アクスルボックス, または motor pressure rings, our goal is to provide a solution that minimizes your total cost while maximizing service life.
We offer professional OEM and ODM services tailored to your technical drawings or physical samples. Our diverse casting capabilities—from Water Glass to V-Process—ensure that your project is matched with the most cost-effective manufacturing method.
Contact Our Engineering Team Today for a detailed quote and DFM analysis for your next project, and you can visit our website www.railwaypart.com 私たちについてさらに詳しい情報を得るには.