WeChat コードをスキャンしてご連絡ください
WeChat コードをスキャンしてご連絡ください
お気軽にメールをお送りください。できるだけ早くご返信させていただきます.
心と魂で未来を創る

で railway equipment manufacturing, cast iron and steel parts serve as core components, fulfilling critical functions such as support, transmission, and load-bearing. Due to the extremely high safety, 耐久性, and environmental adaptability requirements of railway applications, the demand for customized castings is growing. Drawings, として “communication language” between design and manufacturing, directly determine the final product quality and delivery efficiency through their integrity and professionalism. From the perspective of B-side customers, this article will analyze the core elements of customized drawings for railway castings, key areas to identify, and the supporting services that manufacturers should provide.

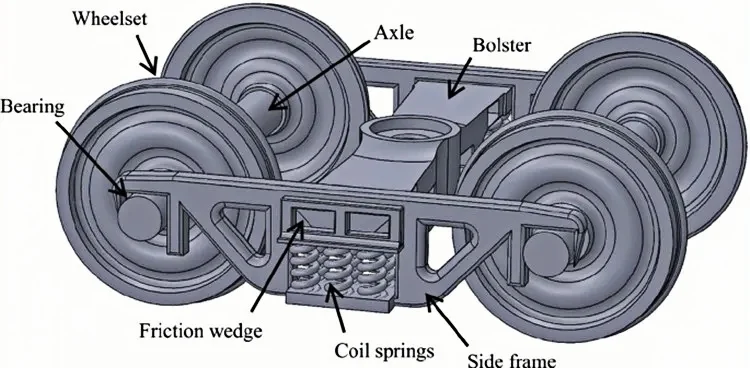
Railway castings (such as bogie parts, brake system components, and track connectors) often need to meet unique operating conditions, such as high and low temperature impacts in cold regions, salt spray corrosion in coastal areas, and the strength requirements of heavily loaded lines. Custom drawings not only convey technical specifications but also serve as a tool for precisely aligning customer needs with manufacturing capabilities. A qualified drawing must include the following:
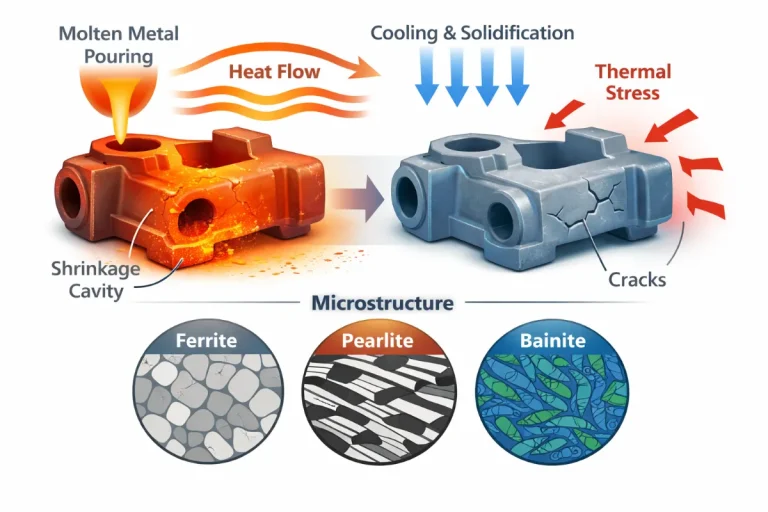
Specify the casting material (例えば, QT400-18L, ZG270-500), 機械的特性 (抗張力, 降伏強さ, 伸長), 化学組成 (content of elements such as C, そして, and Mn), and heat treatment requirements (正規化する, 焼き入れと焼き戻し, 等). 例えば, castings used in high-altitude cold regions must indicate low-temperature impact toughness, while coastal rail components must emphasize corrosion resistance.
Detailed descriptions of the casting’s outline, key holes, and mating surface dimensions must be included, with specific tolerance grades (例えば, GB/T 6414-CT13). For components with complex assembly relationships (例えば, the mating surfaces of a brake caliper and bracket), a 3D model or cross-sectional view should be used to demonstrate the spatial relationship to avoid assembly errors due to ambiguity in dimensions.
These include the casting process (砂型鋳造, precision casting, 等), machining allowance (例えば, 2-3mm per side), surface roughness (Ra 3.2-6.3μm), and special treatments (例えば, shot peening, anti-corrosion coating). 例えば, high-speed train castings must be labeled with nondestructive testing requirements (such as UT ultrasonic testing and MT magnetic particle testing) to ensure that internal defects are controllable.
The inspection items (dimensions, 材料, パフォーマンス, defects), inspection methods (such as spectral analysis and metallographic examination), and acceptance criteria (such as GB/T 7216-2009 Gray Cast Iron Metallographic Standard) must be clearly defined. For critical safety components, third-party inspection reports must be included.
When providing drawings, customers must confirm the following details with the manufacturer to avoid rework or quality risks later:
Railway castings often come into contact with lubricants, coolants, rubber seals, and other components. Material compatibility with the operating environment (such as oil resistance and aging resistance) must be confirmed in advance. 例えば, brake system castings should avoid materials with excessively high sulfur content to prevent chemical reactions with rubber seals.
Excessively tight tolerances increase manufacturing costs, while too loose tolerances can cause assembly problems. The casting process capabilities (例えば, precision casting tolerances can reach CT5-CT6) must be combined with actual assembly requirements to balance precision and cost.
Complex structures (例えば, 薄い壁, deep cavities, and multi-core heads) may affect casting yield. Customers should communicate process limitations with manufacturers. 例えば, a minimum wall thickness of 5mm or greater is recommended, and deep cavities require ventilation channels to avoid shrinkage defects.
It is necessary to clarify whether national standards (GB), industry standards (結核), or international standards (ISO, で) are being adopted. 例えば, the European Railway Standard (で 1563) has different inspection requirements for ductile iron than the national standard, requiring prior alignment.
For operating conditions such as high temperature (例えば, engine components), 低温 (例えば, cold track), と振動 (例えば, 台車部品), environmental simulation test requirements (例えば, -40°C low-temperature impact test) must be indicated on the drawings.
Excellent casting manufacturers must not only understand the drawings but also provide the following services to help customers reduce risk and improve efficiency:
Based on casting experience, optimization suggestions can be made for unreasonable designs in the drawings (such as excessively small corner radius or difficult-to-demold structures). 例えば, right angles can be rounded to reduce stress concentration, or the parting line position can be adjusted to reduce casting difficulty.
Use CAE simulation software (such as MAGMA and ProCAST) to predict casting defects (shrinkage and air holes), allowing for proactive adjustment of process parameters and reducing trial-and-error costs. 例えば, simulation of the flow path of molten metal in complex mold cavities can be used to optimize gating system design.
Establish full traceability from raw materials to finished product (such as melting furnace number, heat treatment batch, and test data) to ensure that each casting can be traced back to the specific process step. 例えば, QR code labels can be used to record material, プロセス, and test information for easy maintenance.
Factories provide failure analysis services (such as fracture scanning and metallographic review) to address issues encountered during the use of castings (such as fatigue fracture and wear), and assist with design improvements. 例えば, a customer reported premature wear on a brake disc. Analysis revealed insufficient material hardness, and the manufacturer resolved the issue by adjusting the heat treatment process.

The demand for customized railway cast iron and steel parts is essentially the ultimate pursuit of “安全性, 信頼性, and efficiency.” A rigorous drawing, combined with the manufacturer’s professional service, can transform design concepts into high-quality products that withstand the test of actual operating conditions. For B2B customers, choosing a partner with the ability to interpret drawings, optimize processes, and control quality is far more important than simply pursuing the lowest price. 結局, in the railway industry, even the slightest mistake can become a trigger for safety risks.
洛陽豊洋重工業株式会社, 株式会社, 1998年に設立された鉄道鋳造部品のメーカーです. 当社の工場面積は72,600㎡です。, 以上の 300 従業員, 32 技術者, 含む 5 シニアエンジニア, 11 アシスタントエンジニア, そして 16 技術者. 弊社の生産能力は 30,000 年間トン. 現在, 私たちは主に鋳物を生産しています, 機械加工, 機関車の組立て, 鉄道車両, 高速鉄道, 鉱山機械, 風力, 等. 当社の製品はロシアに輸出されています, 米国, ドイツ, アルゼンチン, 日本, フランス, 南アフリカ, イタリアとその他の国.
接触: ステラ・リュー
電子メール: [email protected]
ワッツアップ: +86-155-1535-1287