Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

В railway equipment manufacturing, cast iron and steel parts serve as core components, fulfilling critical functions such as support, transmission, and load-bearing. Due to the extremely high safety, долговечность, and environmental adaptability requirements of railway applications, the demand for customized castings is growing. Рисунки, как “communication language” between design and manufacturing, directly determine the final product quality and delivery efficiency through their integrity and professionalism. From the perspective of B-side customers, this article will analyze the core elements of customized drawings for railway castings, key areas to identify, and the supporting services that manufacturers should provide.

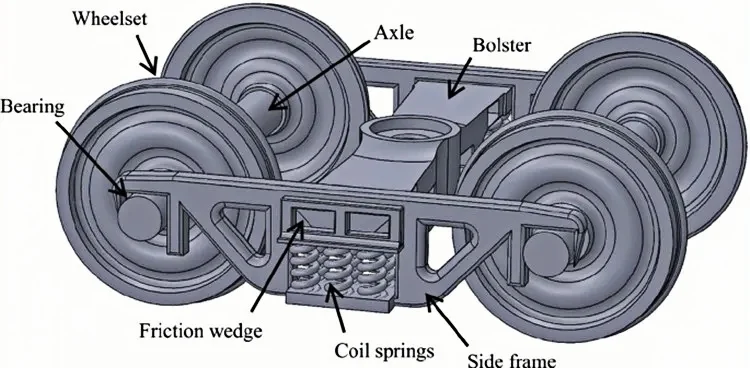
Железнодорожное литье (such as bogie parts, brake system components, and track connectors) often need to meet unique operating conditions, such as high and low temperature impacts in cold regions, salt spray corrosion in coastal areas, and the strength requirements of heavily loaded lines. Custom drawings not only convey technical specifications but also serve as a tool for precisely aligning customer needs with manufacturing capabilities. A qualified drawing must include the following:
Specify the casting material (например, QT400-18L, ZG270-500), механические свойства (tensile strength, предел текучести, удлинение), chemical composition (content of elements such as C, И, and Mn), and heat treatment requirements (normalizing, quenching and tempering, и т. д.). Например, castings used in high-altitude cold regions must indicate low-temperature impact toughness, while coastal rail components must emphasize corrosion resistance.
Detailed descriptions of the casting’s outline, key holes, and mating surface dimensions must be included, with specific tolerance grades (например, GB/T 6414-CT13). For components with complex assembly relationships (например, the mating surfaces of a brake caliper and bracket), a 3D model or cross-sectional view should be used to demonstrate the spatial relationship to avoid assembly errors due to ambiguity in dimensions.
These include the casting process (sand casting, precision casting, и т. д.), machining allowance (например, 2-3mm per side), surface roughness (Ra 3.2-6.3μm), and special treatments (например, shot peening, anti-corrosion coating). Например, high-speed train castings must be labeled with nondestructive testing requirements (such as UT ultrasonic testing and MT magnetic particle testing) to ensure that internal defects are controllable.
The inspection items (dimensions, материалы, производительность, defects), inspection methods (such as spectral analysis and metallographic examination), and acceptance criteria (например ГБ/Т 7216-2009 Gray Cast Iron Metallographic Standard) must be clearly defined. For critical safety components, third-party inspection reports must be included.
When providing drawings, customers must confirm the following details with the manufacturer to avoid rework or quality risks later:
Railway castings often come into contact with lubricants, coolants, rubber seals, and other components. Material compatibility with the operating environment (such as oil resistance and aging resistance) must be confirmed in advance. Например, brake system castings should avoid materials with excessively high sulfur content to prevent chemical reactions with rubber seals.
Excessively tight tolerances increase manufacturing costs, while too loose tolerances can cause assembly problems. The casting process capabilities (например, precision casting tolerances can reach CT5-CT6) must be combined with actual assembly requirements to balance precision and cost.
Complex structures (например, thin walls, deep cavities, and multi-core heads) may affect casting yield. Customers should communicate process limitations with manufacturers. Например, a minimum wall thickness of 5mm or greater is recommended, and deep cavities require ventilation channels to avoid shrinkage defects.
It is necessary to clarify whether national standards (ГБ), industry standards (TB), or international standards (ИСО, В) are being adopted. Например, the European Railway Standard (В 1563) has different inspection requirements for ductile iron than the national standard, requiring prior alignment.
For operating conditions such as high temperature (например, engine components), низкая температура (например, cold track), и вибрация (например, bogie components), environmental simulation test requirements (например, -40°C low-temperature impact test) must be indicated on the drawings.
Excellent casting manufacturers must not only understand the drawings but also provide the following services to help customers reduce risk and improve efficiency:
Based on casting experience, optimization suggestions can be made for unreasonable designs in the drawings (such as excessively small corner radius or difficult-to-demold structures). Например, right angles can be rounded to reduce stress concentration, or the parting line position can be adjusted to reduce casting difficulty.
Use CAE simulation software (such as MAGMA and ProCAST) to predict casting defects (shrinkage and air holes), allowing for proactive adjustment of process parameters and reducing trial-and-error costs. Например, simulation of the flow path of molten metal in complex mold cavities can be used to optimize gating system design.
Establish full traceability from raw materials to finished product (such as melting furnace number, heat treatment batch, and test data) to ensure that each casting can be traced back to the specific process step. Например, QR code labels can be used to record material, процесс, and test information for easy maintenance.
Factories provide failure analysis services (such as fracture scanning and metallographic review) to address issues encountered during the use of castings (such as fatigue fracture and wear), and assist with design improvements. Например, a customer reported premature wear on a brake disc. Analysis revealed insufficient material hardness, and the manufacturer resolved the issue by adjusting the heat treatment process.

The demand for customized railway cast iron and steel parts is essentially the ultimate pursuit of “безопасность, надежность, and efficiency.” A rigorous drawing, combined with the manufacturer’s professional service, can transform design concepts into high-quality products that withstand the test of actual operating conditions. For B2B customers, choosing a partner with the ability to interpret drawings, optimize processes, and control quality is far more important than simply pursuing the lowest price. After all, in the railway industry, even the slightest mistake can become a trigger for safety risks.
Лоянская компания Fonyo Heavy Industries Co., ООО, основана в 1998 году, является производителем литых железнодорожных деталей.. Наша фабрика занимает площадь 72 600 кв.м., с более чем 300 сотрудники, 32 техники, включая 5 старшие инженеры, 11 помощники инженера, и 16 техники. Наша производственная мощность составляет 30,000 тонн в год. В настоящее время, в основном мы производим литье, механическая обработка, и сборка для локомотива, вагон, высокоскоростные поезда, горное оборудование, энергия ветра, и т. д.. Наша продукция экспортируется в Россию., Соединенные Штаты, Германия, Аргентина, Япония, Франция, ЮАР, Италия и другие страны.
Контакт: Стелла Лю
Электронная почта: [email protected]
WhatsApp: +86-155-1535-1287