Scannez le code WeChat pour nous contacter
Scannez le code WeChat pour nous contacter
N'hésitez pas à nous envoyer un email et nous vous répondrons dans les plus brefs délais.
Créer l'avenir avec cœur et âme

In many fields, such as machinery manufacturing and railway engineering, cast iron parts are widely used due to their good casting performance, shock absorption and wear resistance. Different countries and regions have formulated their standards for cast iron parts, among which the European standard (DANS 1563) and the American standard (ASTM A536) are the more common ones. Donc, what are the differences between cast iron parts under these two standards?

DANS 1563 divides ductile iron parts into multiple grades, represented by grades composed of letters and numbers, such as EN-GJS-400-18. Parmi eux, “DANS” represents European standards, “GJS” represents ductile iron, “400” represents the minimum tensile strength (in MPa), et “18” represents the minimum elongation (%). This grading system intuitively reflects the key mechanical performance indicators of cast iron parts, making it easy for users to choose according to actual needs.
ASTM A536 also classifies ductile iron castings with grades such as 60-40-18. Ici, “60” represents the minimum tensile strength (in ksi, 1 ksi≈6.895 MPa, which is approximately 414 MPa after conversion), “40” represents the minimum yield strength (in ksi, which is approximately 276 MPa after conversion), et “18” represents the minimum elongation (%). Compared with EN 1563, the grades of ASTM A536 focus more on reflecting both tensile strength and yield strength.
In terms of chemical composition, DANS 1563 specifies the content range of elements such as carbon, silicon, manganèse, sulfur, and phosphorus for different grades of cast iron. Par exemple, for some grades, the carbon content is required to be between 3.5% et 3.9%, and the silicon content is required to be between 2.2% et 2.8%. Reasonable chemical composition control helps to ensure the organization and performance of cast iron parts.
ASTM A536 also has clear requirements for chemical composition, but the specific values are different from EN 1563. Par exemple, its carbon content may range from 3.2% à 3.9%, and the silicon content may range from 2.0% à 2.8%. These differences reflect the different emphasis of different standard setters on the performance requirements of cast iron parts and are also related to the raw material supply and process characteristics of their respective regions.

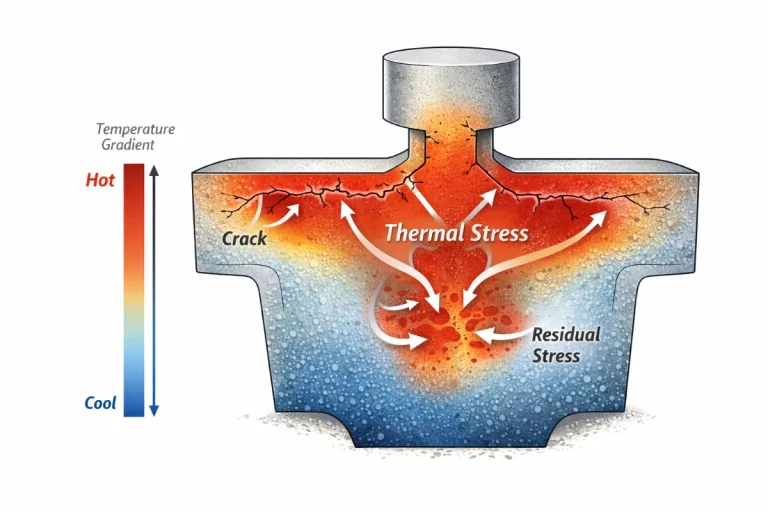
The mechanical performance indicators specified by EN 1563 include tensile strength, limite d'élasticité, elongation and hardness. Different grades of cast iron parts have different requirements on these indicators to meet the needs of different application scenarios. Par exemple, some high-strength grade cast iron parts require a tensile strength of more than 600 MPa and an elongation of not less than 10%.
ASTM A536 also focuses on these mechanical performance indicators, but due to the different ways of expressing its grade, the specific requirements for strength and elongation are different from EN 1563. Par exemple, some ASTM A536 grade cast iron parts may have higher requirements in tensile strength and yield strength to meet the demand of the US market for high-strength cast iron parts.
DANS 1563 specifies detailed inspection and acceptance rules, including sampling methods, test items and qualified judgment criteria. Par exemple, each batch of cast iron parts is required to be tested for mechanical properties such as tensile strength and elongation, and the chemical composition is tested at the same time. Only when all indicators meet the standard requirements can the batch of cast iron parts be judged to be qualified.
ASTM A536 also has similar inspection and acceptance regulations, but there may be differences with EN 1563 in specific operational details. Par exemple, the number and location of sampling, the specific method of testing, etc., may be different.
There are certain differences between EN 1563 and ASTM A536 in classification and grade system, chemical composition requirements, mechanical performance indicators, and inspection and acceptance rules. In actual applications, users should select cast iron parts that meet the corresponding standards according to the specific use environment and performance requirements to ensure the quality and reliability of the product.

Luoyang Fonyo Heavy Industries Co., Ltée,fondée en 1998, est un fabricant de pièces ferroviaires moulées. Notre usine couvre une superficie de 72 600㎡, avec plus de 300 employés, 32 techniciens, y compris 5 ingénieurs supérieurs, 11 ingénieurs adjoints, et 16 techniciens. Notre capacité de production est 30,000 tonnes par an. Actuellement, nous produisons principalement du moulage, usinage, et montage pour locomotive,wagon,trains à grande vitesse, équipement minier,énergie éolienne,etc. Nos produits ont été exportés vers la Russie, les États-Unis, Allemagne, Argentine, Japon, France, Afrique du Sud,Italie et autres pays.
Contact: Stella Liu
E-mail:[email protected]
Mobile:+8615515351287