Scannen Sie den WeChat-Code, um mit uns Kontakt aufzunehmen
Scannen Sie den WeChat-Code, um mit uns Kontakt aufzunehmen
Schicken Sie uns gerne eine E-Mail und wir werden Ihnen so schnell wie möglich antworten.
Mit Herz und Seele die Zukunft gestalten









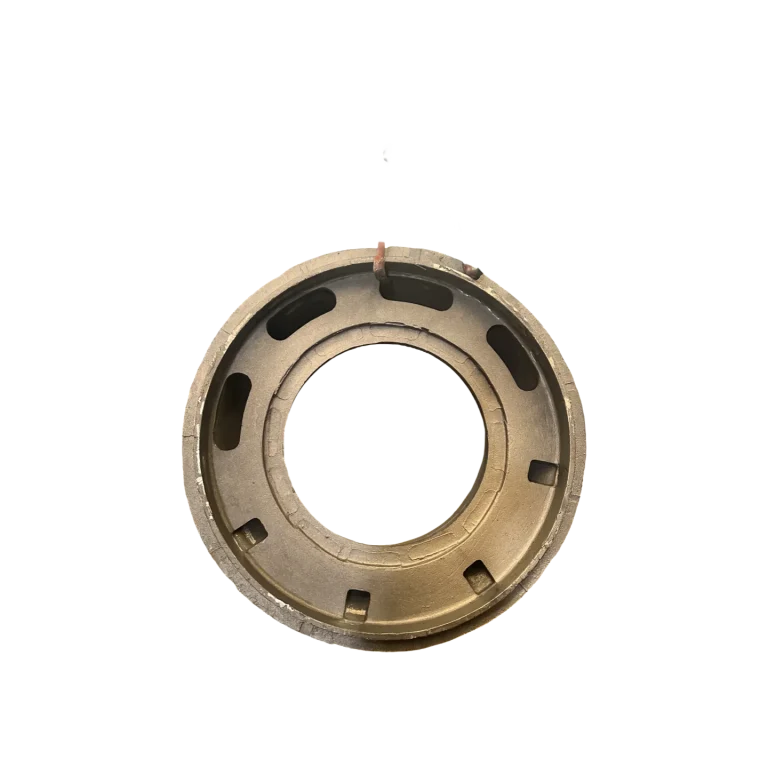
The end motor cover of the train traction motor is used to close the motor and support the rotor. A cooling air inlet is provided on the upper part of the end cover of the non-transmission end, and a plurality of large holes are provided on the end cover of the transmission end as an air outlet. The rotor core is made up of silicon steel sheets with good magnetic conductivity, and there are 46 grooves in the outer circumference. There are ventilation holes on the core to dissipate heat and reduce mass. Both ends of the rotor core are equipped with pressure rings. The traction motor is mechanically fixed together through the threaded holes on the front and rear end covers and the bracket with the lifting spring. Profiles connect the spring brackets to form a rectangular lifting structure. When the motor is installed, the overall tilt to the driving end is 1.5°. The mechanical connection of the motor to the vehicle is achieved by means of a bracket with elastic suspension. Motion is transmitted to the wheel sets of the train via an appropriate cardan shaft and gearbox. The traction motor is mechanically connected to the cardan shaft by a safety device that protects the cardan shaft and gearbox from over-torque in the event of a short circuit between the two-phase coils of the traction motor. In the efficient operation of the traction motor, the end cover is a key support component, and its performance is directly related to the reliability of the motor, life and environmental adaptability.
As a simple protective motor cover, but in fact it takes multiple missions:
structural support, as the connection of shell and rotor hub motor end cover, needs to carry the rotor high-speed rotation of the centrifugal force and vibration load;
Thermal management center: by optimizing the heat dissipation design, build end cover from the internal winding to the path of thermal conductivity of the external environment;
Sealing barrier: in complex condition, such as rail, electric cars, the end cover can resist the invasion of the moisture, dust and chemical corrosive medium; Electromagnetic compatibility interfaces: end cover part of the design should be integrated electromagnetic shielding layer, suppress the high-frequency harmonic disturbance to the surrounding equipment.
Mechanical properties of the fatigue strength: to satisfy the 10 ^ 7 times zero flaw under circulating load requirements (refer to the IEC 60034 Standard); Dynamic deformation control: under the rated speed, the end cover flange surface axial pulse quantity usually 0.05 mm or less; Impact toughness: – 40 ℃ low-temperature impact energy (KV2) or greater 27 j (for frigid application scenario).
The thermal efficiency of heat transfer: aluminum alloy plate thermal conductivity should be 150 w/(m K) oder höher, with forced air cooling when the temperature control is within 55 K; Thermal expansion coefficients of thermal expansion match: motor cover and frame difference to 1.5 * 10 ^ – 6 / ℃ or less and avoid the structure stress of high-temperature conditions.
The environmental adaptability of salt fog resistance: coastal environment application by 480 h neutral salt spray test (ISO 9227); Seal level: IP67 protection standards can withstand under 1 m water depth soak 30 Minuten; Fretting wear resistance: the bearing chamber surface after nitriding treatment, microhardness to achieve HV650 above. Grade three, motor cover hardcore process control parameters of ductile cast iron QT500-7: graphite spheroidization rate is 90% oder höher, pearlite content control in 30-50%; Low-pressure casting process: vacuum degree of the cavity 5 kph or less, to ensure that key parts without shrinkage cavity defects; Aging treatment: 300 ℃ x 6 h to stress annealing, 50 mph or less residual stress. Dynamic stiffness matching parameters of the bearing chamber: the radial stiffness of 5 x 10 ^ 8 or higher n/m, the axial rigidity of 3 x 10 ^ 8 n/m or higher; Modal frequency to avoid: first-order natural frequency to avoid the wheel-rail excitation frequencies (120-180 hz); Thermal deformation compensation: design expansion gap 0.15 0.3 mm (thermal gradient calculation according to the line).
Service monitoring data of the vibration intensity: the use of bearing vibration velocity RMS 2.8 mm/s or less (ISO 10816-3); Temperature threshold: winding end temperature alarm value set to 105 k corresponding insulation class (200); Seal life: fluorine rubber seal replacement cycle 800000 km or more (the equivalent of three-phase).
| Material process control | Sphäroguss QT500-7 | graphite spheroidization rate ≥90%, pearlite content control at 30-50% |
| Low pressure casting process | cavity vacuum ≤5kPa, to ensure that there is no shrinkage hole defect in key parts | |
| Aging treatment | 300℃×6h stress relief annealing, residual stress ≤50MPa | |
| Mechanical performance | Dauerfestigkeit | to meet the requirements of zero cracks under 10^7 cycle loads (refer to IEC 60034 Standard) |
| Dynamic deformation control | under the rated speed, the axial runout of the end cover flange surface is usually ≤0.05mm | |
| Impact toughness | -40℃ Low temperature impact work (KV2) ≥27J (for cold zone application scenarios) |
Mehrzwecktasche + Karton + Holzkiste/Palette, nach Kundenwunsch

Unternehmensprofil
Luoyang Fonyo Heavy Industries Co., Ltd. wurde gegründet 1998, umfasst eine Fläche von 72.600㎡, mit mehr als 300 Mitarbeiter, 32 Techniker, einschließlich 5 leitende Ingenieure, 11 Hilfsingenieure, Und 16 Techniker. Es wurde als Luoyang Engineering Technology Center eingestuft, Luoyang Technologie R&D-Zentrum, und nationales High-Tech-Unternehmen für viele Male.
Unsere Produktionskapazität beträgt 30,000 Tonnen pro Jahr. Momentan, Wir produzieren hauptsächlich Stahlguss, Gusseisen (Grauguss, Sphäroguss, usw.), Verarbeitung des fertigen Produkts und Montage der Komponenten. Die Produkte wurden nach Russland exportiert, die Vereinigten Staaten, Deutschland, Argentinien, Japan, Frankreich, Südafrika,Italien und andere Länder.
Häufig gestellte Fragen
Q1: Sie sind Hersteller oder Handelsunternehmen??
A:Wir sind ein Hersteller. Unser Unternehmen wurde gegründet 1998, mit fast 30 Jahren Erfahrung in der Gussindustrie, eine Gesamtfläche von 72.600㎡, mit einer Fabrikgebäudefläche von 51.000㎡.
Q2. Was sind Ihre Hauptprodukte??
A: Unser Hauptaugenmerk liegt auf dem Stahlguss, Eisenguss, Bearbeitung des fertigen Produkts, und Baugruppenfertigung.
Q3: Wie präzise können Sie Gussteile herstellen??
A: Wir sind in der Lage, Gussteile mit unterschiedlichen Gussverfahren herzustellen. Die Produktion erfolgt strikt nach ISO 9001, ISO 14001 und ISO45001, EN15085, IRIS.
Q4. Können Sie nach den Mustern produzieren??
Ja, Wir können nach Ihren Mustern oder technischen Zeichnungen produzieren. Wir können auch Zeichnungen für Sie erstellen, nachdem wir Ihre Muster erhalten haben.
F5: Wie führen Sie eine Qualitätskontrolle vor der Lieferung durch??
A: Die Qualitätsprüfung ist ein sehr wichtiger Faktor zur Gewährleistung der Qualität von Stahlgussteilen. Wir folgen 3 Kontrollzeiten während des gesamten Produktionsprozesses. Und wir stellen einen Materialtestbericht zur Verfügung, Maßprüfbericht, und Bericht über die Prüfung der mechanischen Eigenschaften an unsere Kunden vor der Lieferung.
Wenn Sie an Produkten interessiert sind, Nehmen Sie gerne Kontakt mit uns auf.
E-Mail:[email protected]
Mobile:008615515321683