Scansiona il codice WeChat per contattarci
Scansiona il codice WeChat per contattarci
Sentiti libero di inviarci un'e-mail e ti risponderemo il prima possibile.
Creare il futuro con cuore e anima

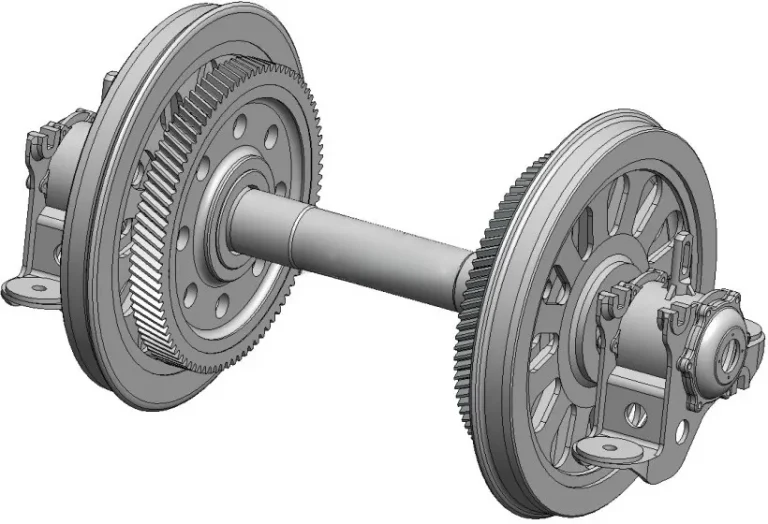
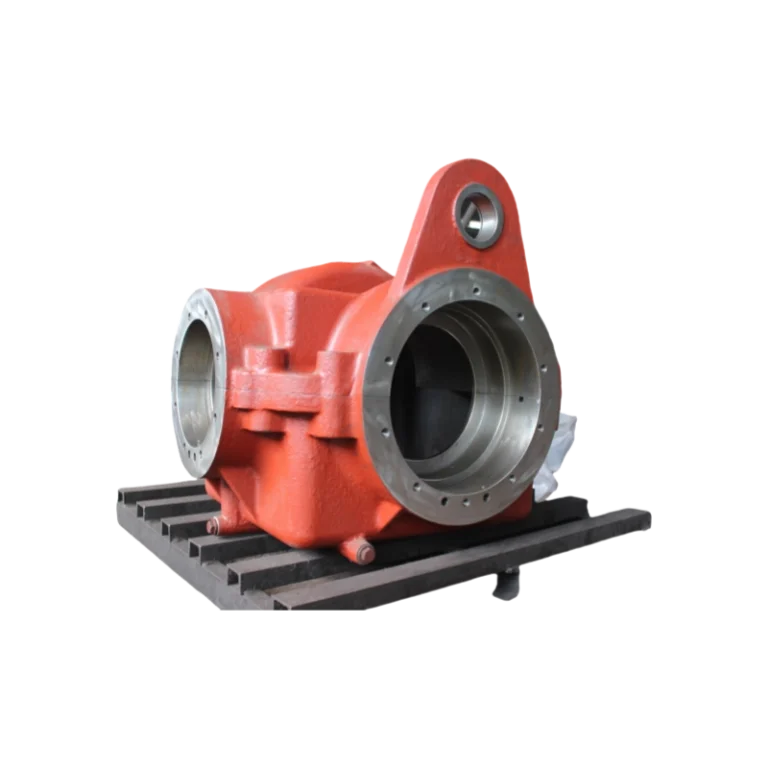
La sicurezza e l’affidabilità del trasporto ferroviario dipendono in gran parte dalla qualità dei suoi componenti principali. Getti ferroviari, come gli accoppiatori, componenti dei carrelli, e alcune parti di collegamento chiave per locomotive e materiale rotabile, sono parti essenziali dell'equipaggiamento ferroviario.
Gli standard di ispezione per i getti ferroviari servono come base per la determinazione della qualità e coprono principalmente i seguenti aspetti:
1.1 Standard sui materiali: La composizione chimica e le proprietà meccaniche dei getti ferroviari devono essere conformi ai requisiti dei disegni di progetto e delle relative specifiche tecniche. Ciò include un controllo preciso del contenuto degli elementi principali come il carbonio, silicio, manganese, zolfo, e fosforo, così come la valutazione degli indicatori di prestazione meccanica come la resistenza alla trazione, forza di snervamento, allungamento, e resistenza all'impatto.
Standard di dimensione e tolleranza geometrica: Le dimensioni reali, sovrametalli di lavorazione, e tolleranze di forma e posizione (come la rettilineità, planarità, coassialità, ecc.) dei getti ferroviari devono essere ispezionati rigorosamente in conformità con i disegni del prodotto per garantire un assemblaggio preciso con altri componenti.

1.2 Standard di qualità della superficie:
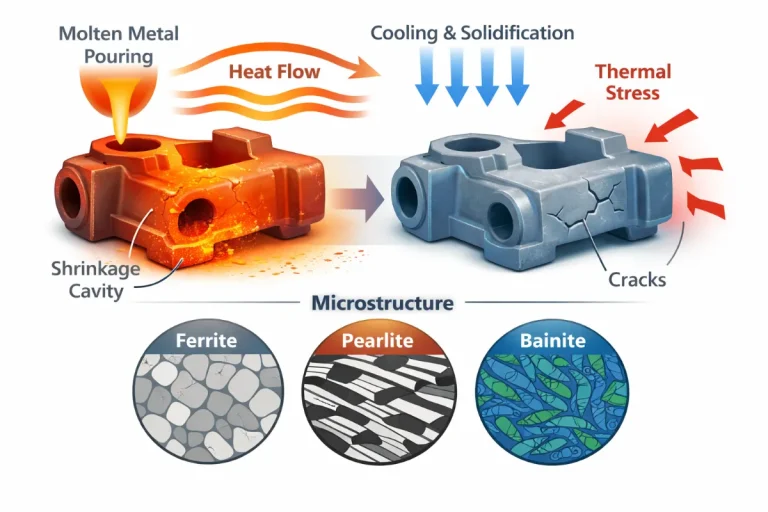
Difetti estetici: I getti ferroviari’ le superfici non devono presentare difetti che ne pregiudichino le prestazioni, come le crepe, chiusure fredde, cavità da ritiro, e croste. Imperfezioni superficiali ammesse (come lievi attaccamenti di sabbia e sbavature) sono soggetti a chiari limiti di profondità, misurare, e quantità.
Pulizia della superficie: La sabbia di modellatura residua, scaglia di ossido, flash, e cancelli sui getti’ le superfici devono essere pulite accuratamente per soddisfare i requisiti specificati.
Standard di qualità interni: Questa è una fase critica dell'ispezione. I getti non devono presentare difetti interni quali porosità da ritiro, buchi del gas, inclusioni di scorie, e crepe che potrebbero compromettere l'integrità strutturale e la sicurezza. I livelli consentiti, dimensioni, e gli intervalli di distribuzione di questi difetti interni sono generalmente specificati negli standard di test non distruttivi.
Le procedure di ispezione per i getti ferroviari vengono eseguite durante l'intero processo produttivo, seguendo la sequenza dalle materie prime ai prodotti finiti. Includono principalmente i seguenti passaggi:
2.1 Ispezione in entrata: Composizione chimica o proprietà fisiche delle materie prime come le cariche dei forni metallici, additivi per leghe, gettare sabbie, e i leganti in resina vengono campionati e ispezionati all'ingresso nel processo di produzione per garantire la stabilità del materiale fin dalla fonte.
Ispezione del processo (Ispezione del primo articolo e ispezione di pattuglia):
2.2 Ispezione dello stampo: Prima della produzione in serie, le dimensioni e le condizioni superficiali degli stampi vengono verificate per garantire la produzione di grezzi qualificati.
2.3 Controllo della fusione e del versamento: Il processo di fusione è monitorato, e l'analisi rapida della composizione viene solitamente condotta nella parte anteriore del forno. Se necessario, la composizione chimica nel forno viene modificata. La temperatura e il tempo durante il versamento sono rigorosamente controllati.
2.4 Ispezione del primo articolo: Dopo ogni lotto di prodotti o quando si verifica un cambiamento nel processo produttivo, i primi getti ferroviari prodotti vengono ispezionati in modo completo per dimensioni e aspetto. La produzione può continuare solo dopo che è stata confermata la qualificazione.
2.5 Ispezione di pattuglia: Gli ispettori effettuano ispezioni casuali presso il sito produttivo per supervisionare lo svolgimento delle operazioni di stampaggio, realizzazione del nucleo, chiusura della scatola, versando, e la pulizia siano conformi alle specifiche del processo.
2.6 Ispezione finale: Si tratta di una valutazione di qualità completa dei getti ferroviari prima che lascino la fabbrica e costituisce il fulcro del controllo di qualità.
Ispezione visiva: Gli ispettori ispezionano visivamente o utilizzano lenti di ingrandimento per controllare 100% dei getti’ superfici per evidenti difetti superficiali.
3.1 Ispezione degli strumenti: Le dimensioni chiave e le tolleranze vengono misurate utilizzando strumenti convenzionali come i calibri, micrometri, calibri di filo, e modelli. Per getti di forma complessa, per un'ispezione precisa è possibile utilizzare una macchina di misura a coordinate.
3.2 Test delle proprietà meccaniche:
Campionamento: Barre di prova speciali (blocchi) vengono fusi nello stesso lotto del forno fusorio e nello stesso lotto di trattamento termico per testare le proprietà meccaniche, oppure i campioni grezzi vengono tagliati da parti designate dei getti.
Test: Resistenza alla trazione, forza di snervamento, e l'allungamento dei campioni vengono determinati su una macchina universale per prove sui materiali; la resistenza all'impatto viene misurata su una macchina per prove di impatto. I risultati devono soddisfare gli standard dei materiali. Analisi della composizione chimica: Vengono prelevati trucioli di foratura da getti o barre di prova, e la determinazione precisa della composizione chimica viene effettuata utilizzando apparecchiature come spettrometri o analizzatori di carbonio-zolfo.
3.3 Prove non distruttive: Questo è un mezzo necessario per rilevare piccoli difetti all'interno e sulla superficie dei pezzi fusi.
3.4 Test con particelle magnetiche (MT): È applicabile ai materiali ferromagnetici (come acciaio fuso e ghisa) e viene utilizzato per rilevare difetti lineari come crepe e pieghe sopra o vicino alla superficie dei pezzi fusi.
3.5 Test penetranti (P.T): È adatto a vari materiali metallici e viene utilizzato principalmente per rilevare difetti di apertura della superficie.
3.6 Test ad ultrasuoni (UT): Utilizzando le caratteristiche di propagazione delle onde ultrasoniche negli oggetti, rileva difetti interni come cavità da ritiro, inclusioni, e crepe nelle fusioni, e può anche valutarne la profondità e le dimensioni.
3.7 Esame radiografico (RT): Per penetrare i getti vengono utilizzati raggi X o raggi gamma, e la forma bidimensionale e la distribuzione dei difetti interni vengono visualizzate attraverso pellicole o sistemi di imaging. Questo metodo è costoso ed è tipicamente utilizzato per fusioni importanti e strutturalmente complesse.
I campioni vengono tagliati, terra, lucido, e inciso, e la loro microstruttura (come la dimensione dei grani e la composizione della fase) viene osservato al microscopio metallografico per valutare l'effetto del trattamento termico e se la microstruttura soddisfa i requisiti.
4.1 Prova di pressione: Per getti con requisiti di resistenza alla pressione (come valvole e componenti del sistema frenante), Vengono condotti test sulla pressione dell'acqua o dell'aria per verificare la presenza di perdite o deformazioni permanenti entro la pressione e il tempo di mantenimento specificati.
4.2 Identificazione e tenuta dei registri: Tutti i casting qualificati devono essere contrassegnati con identificatori permanenti (come numeri di lotto e codici materiale) per consentire la tracciabilità della qualità. Tutti i dati durante tutto il processo di produzione e ispezione, compresi i rapporti sulla composizione chimica, relazioni sulle proprietà meccaniche, e rapporti di prove non distruttive, devono essere compilati in un archivio di record di qualità completo e consultabile.
4.3 Controllo dei prodotti non conformi: I prodotti non conformi individuati durante l'ispezione devono essere chiaramente contrassegnati, isolato, e rivisto secondo le procedure. I possibili metodi di gestione includono la rottamazione, rilavorazione (che richiede approvazione e nuova ispezione), o declassamento per l'uso.
Luoyang Fonyo Heavy Industries Co., Ltd, fondata nel 1998, è un produttore di parti di fusione ferroviaria. La nostra fabbrica copre un'area di 72.600㎡, con più di 300 dipendenti, 32 tecnici, compreso 5 ingegneri senior, 11 ingegneri assistenti, E 16 tecnici. La nostra capacità produttiva è 30,000 tonnellate all'anno. Attualmente, produciamo principalmente fusione, lavorazione, e assemblaggio per locomotiva, vagone ferroviario, treni ad alta velocità, attrezzature minerarie, energia eolica,ecc.
Siamo la fornitura di componenti ferroviari a CRRC(compreso più di 20 filiali e controllate di CRRC),Macchine per l'ingegneria Gemac,Sanygroup, Industrie pesanti Citic,ecc. I nostri prodotti sono stati esportati in Russia, gli Stati Uniti, Germania, Argentina, Giappone, Francia, Sudafrica, Italia e altri paesi in tutto il mondo.