Scannez le code WeChat pour nous contacter
Scannez le code WeChat pour nous contacter
N'hésitez pas à nous envoyer un email et nous vous répondrons dans les plus brefs délais.
Créer l'avenir avec cœur et âme

In the field of global railway equipment fabrication, the standards set by the American Association of Railroads (RAA) are regarded as the industry’s “gold standard”. Parmi eux, AAR M-210, as the core specification for casting quality certification, directly affects whether the product can enter the North American and international high-end railway market. For Chinese manufacturing companies, passing this certification is not only a proof of technical strength, but also a “stepping stone” to open up overseas markets. This article will interpret the core requirements of AAR M-210 certification in an easy-to-understand way and provide practical suggestions for companies.
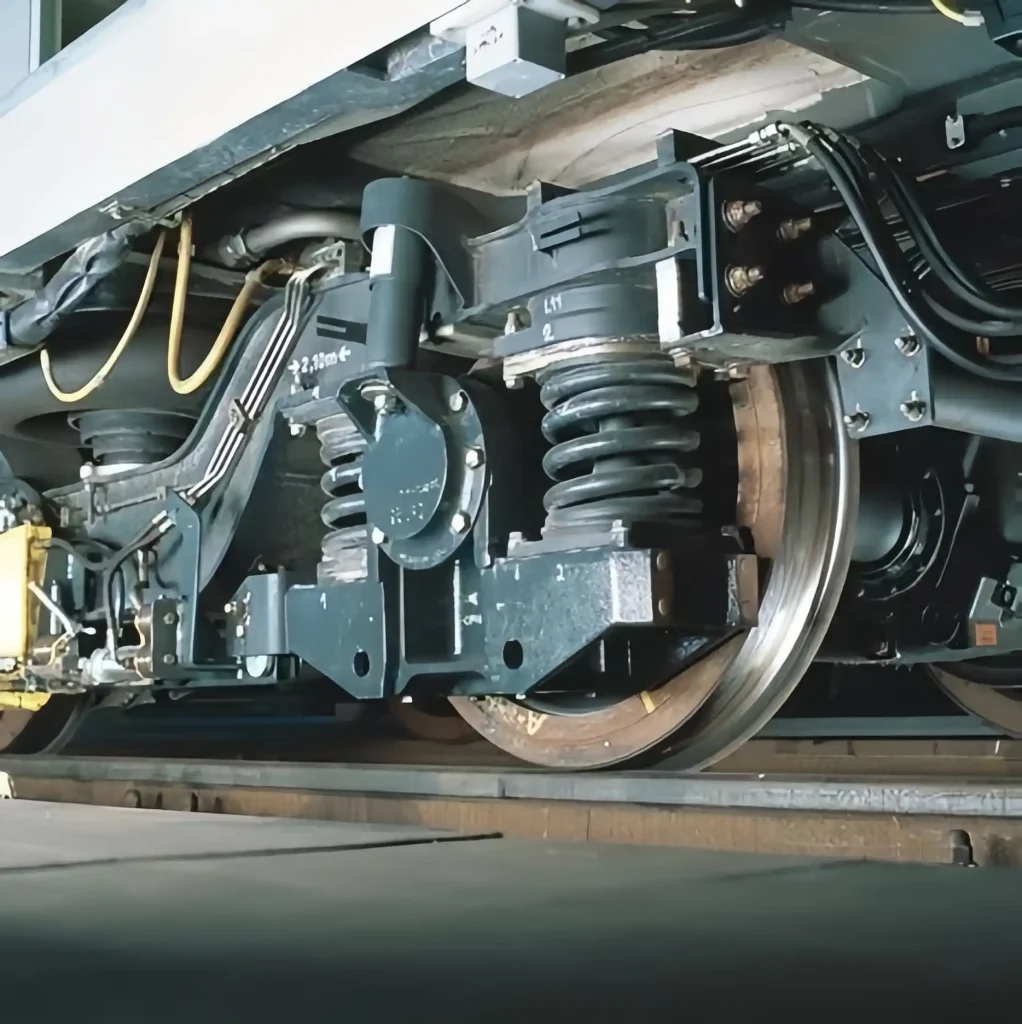
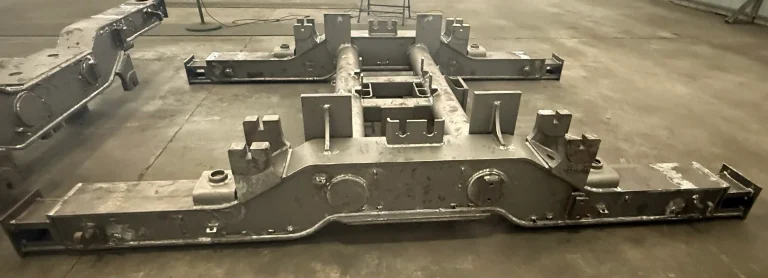
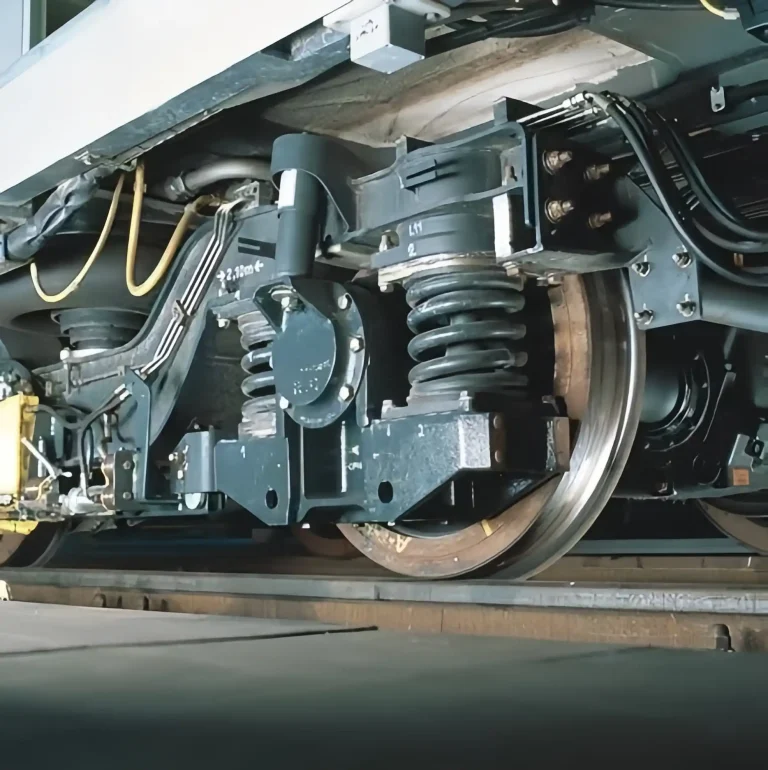
The full name of the AAR M-210 standard is “Railway Casting Quality Specification”, which covers the entire process quality control from raw materials to finished products, and is applicable to the casting production of key components such as trucks, voitures particulières, and locomotives. Its core goal is to ensure the reliability and safety of castings under extreme working conditions (such as heavy loads, vitesses élevées, and vibrations) through strict material properties, procédés de fabrication, and testing requirements.
The North American railway market accounts for nearly 40% of the global railway freight, and has extremely high requirements for supply chain security. Castings that have not passed the AAR M-210 certification may be rejected due to “non-compliance with standards” even if the technology meets the standards. En outre, this certification is also widely recognized in railway powers such as Australia and Brazil, becoming an “invisible threshold” for companies to expand their overseas business.
Chemical composition and mechanical properties: Casting materials must comply with the grades specified by AAR (such as ASTM A148, A216, etc.), and verify strength, toughness and other indicators through tensile tests and impact tests.
Restrictions on banned substances: strictly control the content of harmful substances such as lead and mercury to avoid environmental pollution risks.
Case: A company failed to detect excessive sulfur content in the material, resulting in the rejection of the entire batch of castings in the certification, delaying the delivery cycle.
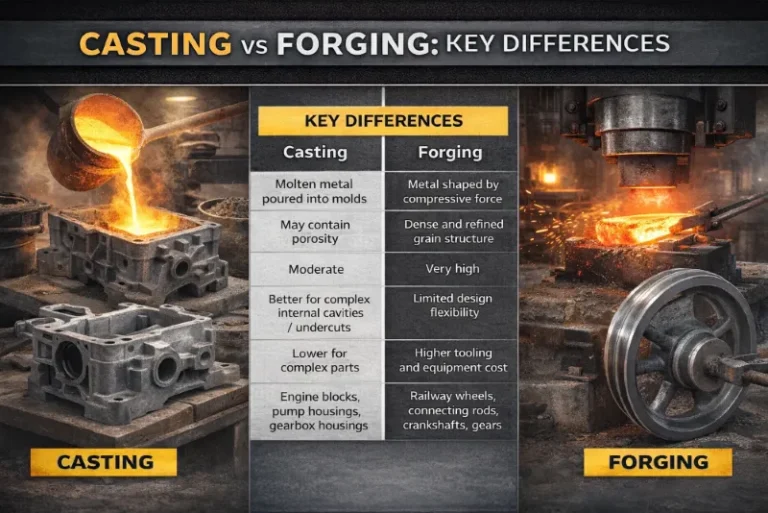
Smelting and pouring: parameters such as melting temperature and deoxidation process need to be recorded to ensure the purity of the molten metal; the pouring system design needs to avoid defects such as shrinkage and pores.
Contrôle du traitement thermique: Quenching, tempering and other processes must strictly follow the time-temperature curve, and the material properties must be verified through metallographic structure analysis.
Key points: process documents must be traceable, and any parameter deviations must provide a reasonable explanation.
Contrôles non destructifs: Use “fire eyes and golden eyes” to troubleshoot hidden dangers
Tests par ultrasons (Utah): Detect internal defects of castings (such as cracks and inclusions), and the sensitivity must reach the level specified by AAR.
Test de particules magnétiques (MT): Targets surface defects such as cold shuts and folds.
Penetrating testing (PT): Applicable to surface inspection of non-magnetic material castings.
Misunderstanding: Some companies only rely on visual inspection and ignore internal defects, resulting in certification failure.
Castings must comply with the tolerance range marked on the three-dimensional model or drawing, especially for key mating surfaces (such as bearing seats and connection holes).
Tool recommendation: Use a three-coordinate measuring machine (MMT) for full-size inspection and retain the original data.
A third-party agency is commissioned to conduct a simulation audit to identify the weak points of materials, processes or testing links in advance.
By passing the AAR M-210 certification, the company obtains not only a certificate, but also a comprehensive upgrade of its own quality management system. In the wave of transformation from “Made in China” à “Smart Manufacturing in China”, only by taking international standards as a benchmark can we win long-term competitiveness in the global railway market.

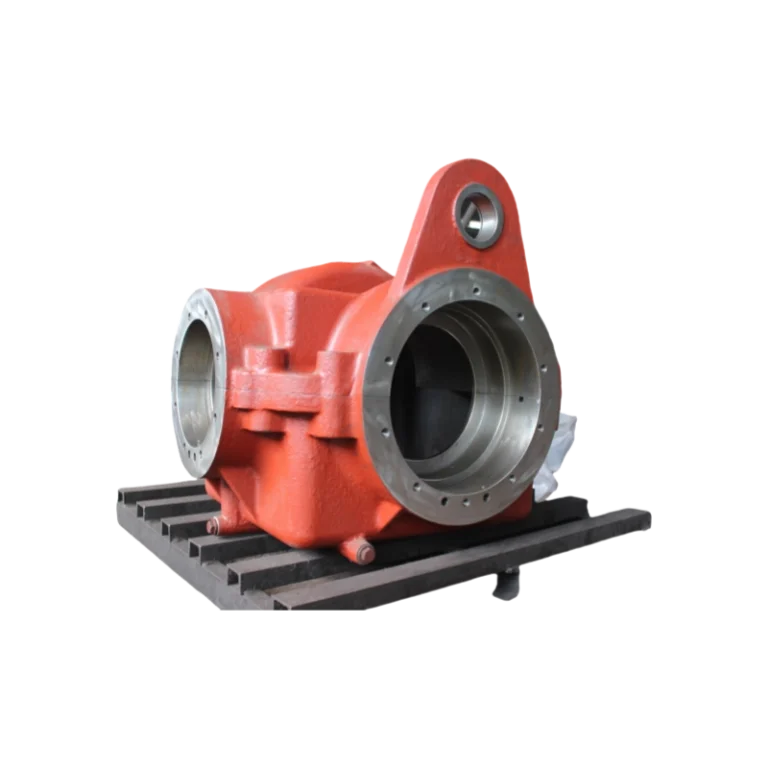
Luoyang Fonyo Heavy Industries Co., Ltée,fondée en 1998, est un fabricant de pièces ferroviaires moulées. Notre usine couvre une superficie de 72 600㎡, avec plus de 300 employés, 32 techniciens, y compris 5 ingénieurs supérieurs, 11 ingénieurs adjoints, et 16 techniciens. Notre capacité de production est 30,000 tonnes par an. Actuellement, nous produisons principalement du moulage, usinage, et montage pour locomotive,wagon,trains à grande vitesse, équipement minier,énergie éolienne,etc. Nos produits ont été exportés vers la Russie, les États-Unis, Allemagne, Argentine, Japon, France, Afrique du Sud,Italie et autres pays.
Contact: Stella Liu
E-mail:[email protected]
Mobile:+8615515351287