قم بمسح رمز WeChat للاتصال بنا
قم بمسح رمز WeChat للاتصال بنا
لا تتردد في مراسلتنا عبر البريد الإلكتروني وسوف نقوم بالرد عليك في أقرب وقت ممكن.
صنع المستقبل بالقلب والروح

In the field of global railway equipment تصنيع, the standards set by the American Association of Railroads (AAR) are regarded as the industry’s “gold standard”. فيما بينها, AAR M-210, as the core specification for casting quality certification, directly affects whether the product can enter the North American and international high-end railway market. For Chinese manufacturing companies, passing this certification is not only a proof of technical strength, but also a “stepping stone” to open up overseas markets. This article will interpret the core requirements of AAR M-210 certification in an easy-to-understand way and provide practical suggestions for companies.
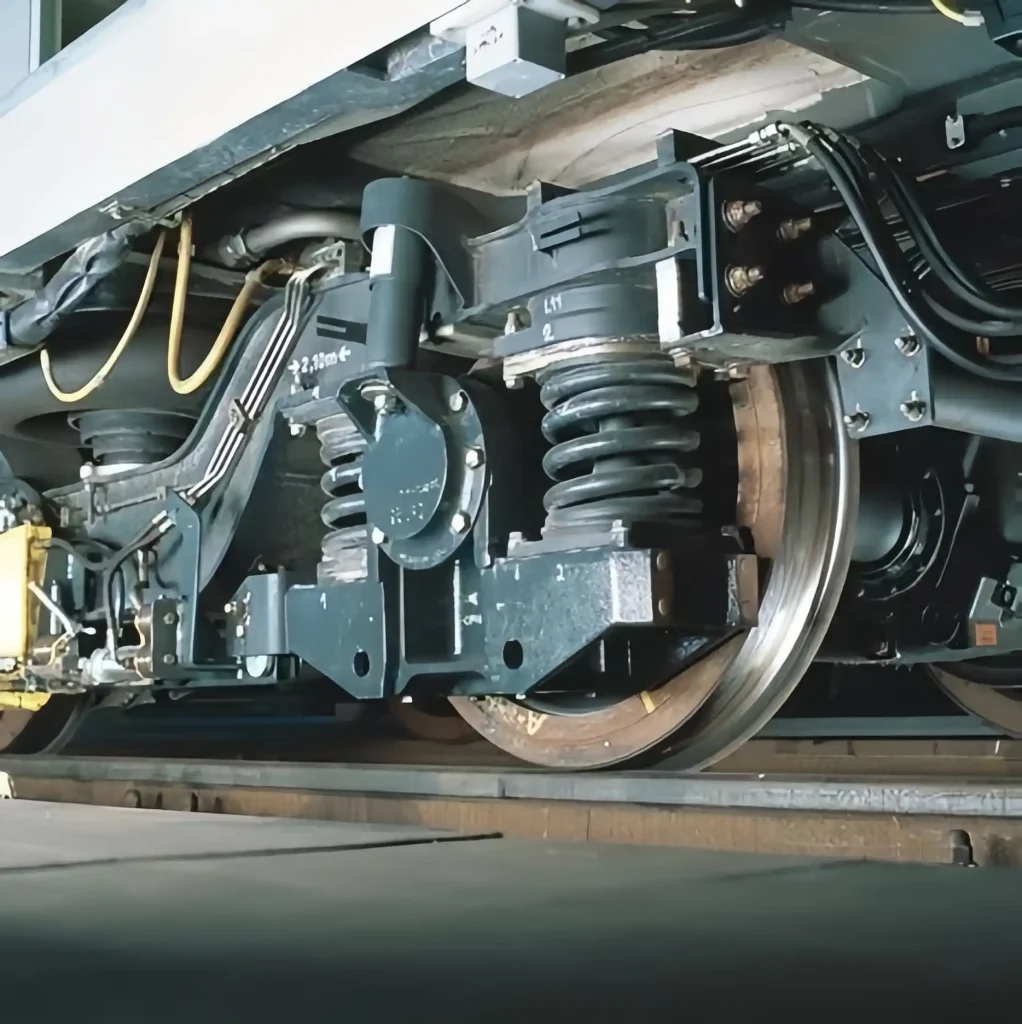
The full name of the AAR M-210 standard is “Railway Casting Quality Specification”, which covers the entire process quality control from raw materials to finished products, and is applicable to the casting production of key components such as trucks, سيارات الركاب, and locomotives. Its core goal is to ensure the reliability and safety of castings under extreme working conditions (such as heavy loads, high speeds, والاهتزازات) through strict material properties, manufacturing processes, and testing requirements.
The North American railway market accounts for nearly 40% of the global railway freight, and has extremely high requirements for supply chain security. Castings that have not passed the AAR M-210 certification may be rejected due to “non-compliance with standards” even if the technology meets the standards. فضلاً عن ذلك, this certification is also widely recognized in railway powers such as Australia and Brazil, becoming an “invisible threshold” for companies to expand their overseas business.
Chemical composition and mechanical properties: Casting materials must comply with the grades specified by AAR (such as ASTM A148, A216, إلخ.), and verify strength, toughness and other indicators through tensile tests and impact tests.
Restrictions on banned substances: strictly control the content of harmful substances such as lead and mercury to avoid environmental pollution risks.
قضية: A company failed to detect excessive sulfur content in the material, resulting in the rejection of the entire batch of castings in the certification, delaying the delivery cycle.
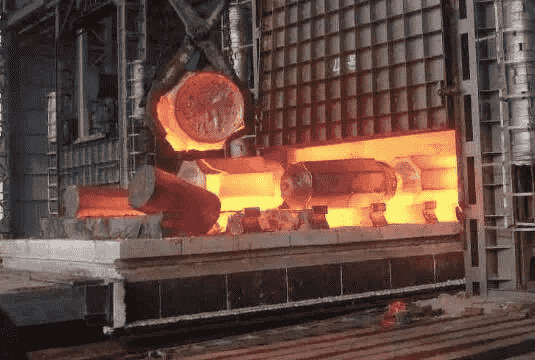
Smelting and pouring: parameters such as melting temperature and deoxidation process need to be recorded to ensure the purity of the molten metal; the pouring system design needs to avoid defects such as shrinkage and pores.
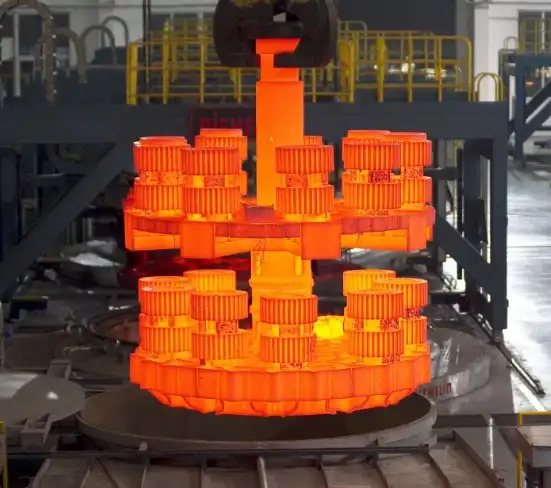
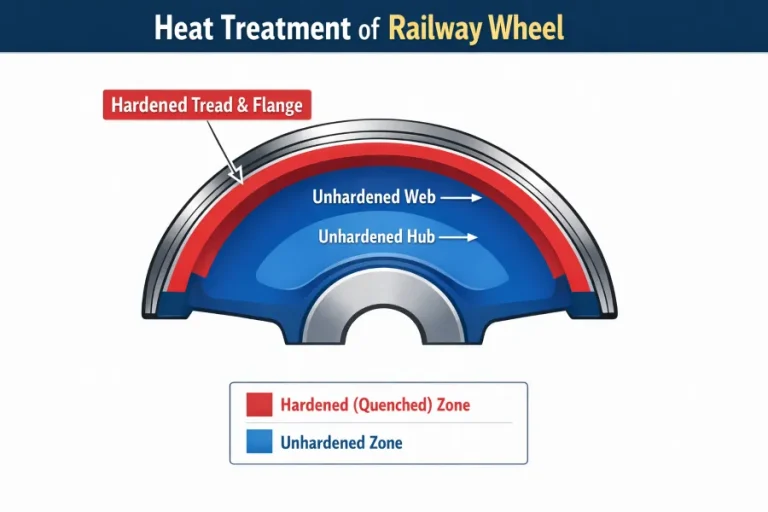
Heat treatment control: التبريد, tempering and other processes must strictly follow the time-temperature curve, and the material properties must be verified through metallographic structure analysis.
Key points: process documents must be traceable, and any parameter deviations must provide a reasonable explanation.
Nondestructive testing: Use “fire eyes and golden eyes” to troubleshoot hidden dangers
Ultrasonic testing (يوتا): Detect internal defects of castings (such as cracks and inclusions), and the sensitivity must reach the level specified by AAR.
Magnetic particle testing (طن متري): Targets surface defects such as cold shuts and folds.
Penetrating testing (PT): Applicable to surface inspection of non-magnetic material castings.
Misunderstanding: Some companies only rely on visual inspection and ignore internal defects, resulting in certification failure.
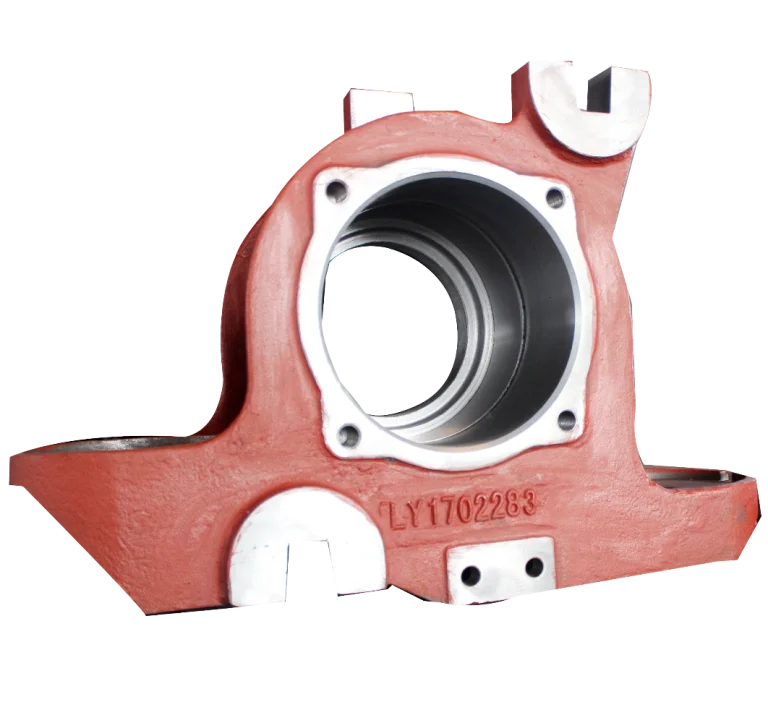
Castings must comply with the tolerance range marked on the three-dimensional model or drawing, especially for key mating surfaces (such as bearing seats and connection holes).
Tool recommendation: Use a three-coordinate measuring machine (سم) for full-size inspection and retain the original data.
A third-party agency is commissioned to conduct a simulation audit to identify the weak points of materials, processes or testing links in advance.
By passing the AAR M-210 certification, the company obtains not only a certificate, but also a comprehensive upgrade of its own quality management system. In the wave of transformation from “صنع في الصين” ل “Smart Manufacturing in China”, only by taking international standards as a benchmark can we win long-term competitiveness in the global railway market.

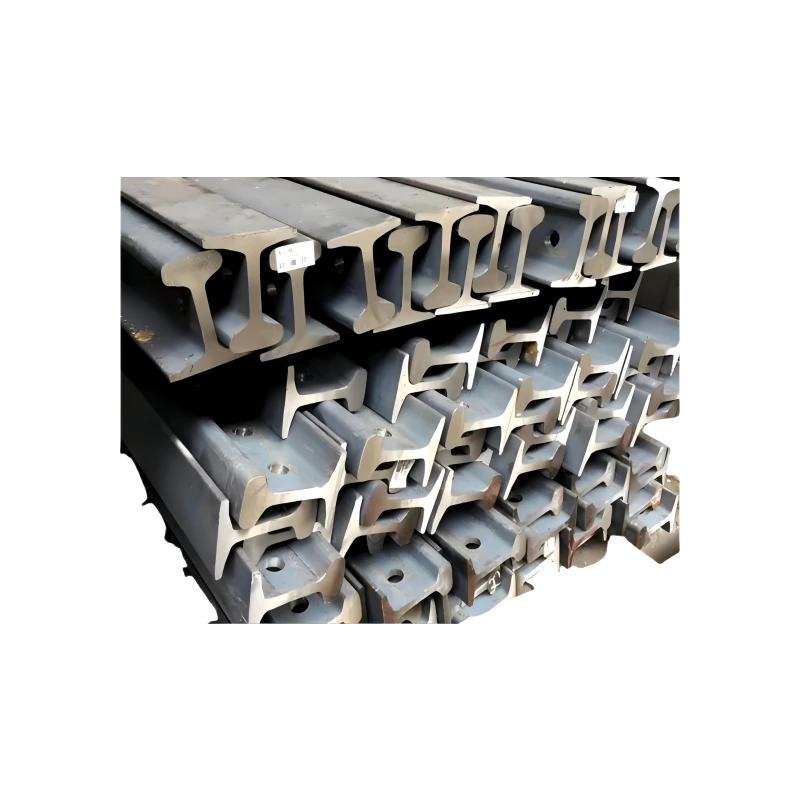
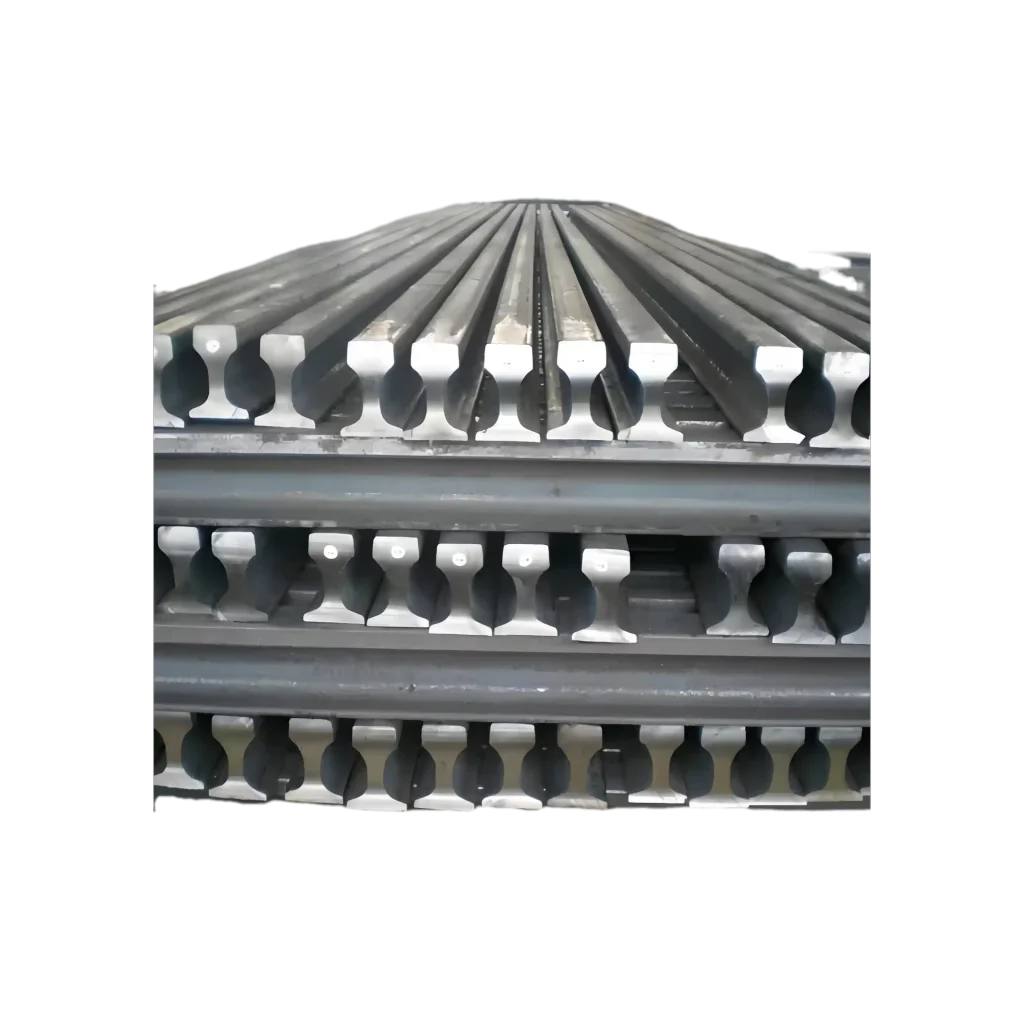
شركة لويانغ فونيو للصناعات الثقيلة, المحدودة,تأسست في عام 1998، وهي شركة مصنعة لأجزاء السكك الحديدية المصبوبة. مصنعنا يغطي مساحة 72,600㎡, مع اكثر من 300 موظفين, 32 الفنيين, مشتمل 5 كبار المهندسين, 11 المهندسين المساعدين, و 16 الفنيين.قدرتنا الإنتاجية 30,000 طن سنويا. حالياً, نحن ننتج بشكل رئيسي الصب, بالقطع, والتجمع للقاطرة,عربة السكك الحديدية,القطارات عالية السرعة, معدات التعدين,طاقة الرياح,إلخ. وقد تم تصدير منتجاتنا إلى روسيا, الولايات المتحدة, ألمانيا, الأرجنتين, اليابان, فرنسا, جنوب أفريقيا,إيطاليا ودول أخرى.
اتصال: ستيلا ليو
بريد إلكتروني:[email protected]
متحرك:+8615515351287