Escanea el código WeChat para contactarnos
Escanea el código WeChat para contactarnos
No dudes en enviarnos un correo electrónico y te responderemos lo antes posible.
Creando el futuro con corazón y alma

In the production of large piezas fundidas de ferrocarril, when we talk about quality, we usually focus on some factors such as pouring temperature, solidification, and feeding. These factors are important, but many recurring failures actually happen in a phase often considered “passive”: eso es, enfriamiento.
Cooling is often overlooked, people think once the metal solidifies and the shape is set, what’s the risk? But honestly, cooling is the critical phase that decides the fate of a casting. It’s during this stage that thermal stress builds up; residual stress gets “locked in,” quietly planting the seeds for future cracking or distortion.

After solidification, a casting doesn’t cool down uniformly at the same time. Thick sections cool slowly; meanwhile, thin sections cool quickly, and areas near chills or risers will follow different temperature paths. Al mismo tiempo, the entire casting keeps shrinking as the temperature drops.
The core issue here is mechanical: different parts of the same casting want to shrink by different amounts, but they’re rigidly connected. When one part tries to shrink, and another resists, that “struggle” turns into internal stress. This stress doesn’t disappear at room temperature — it stays inside the material as hidden, permanent damage.
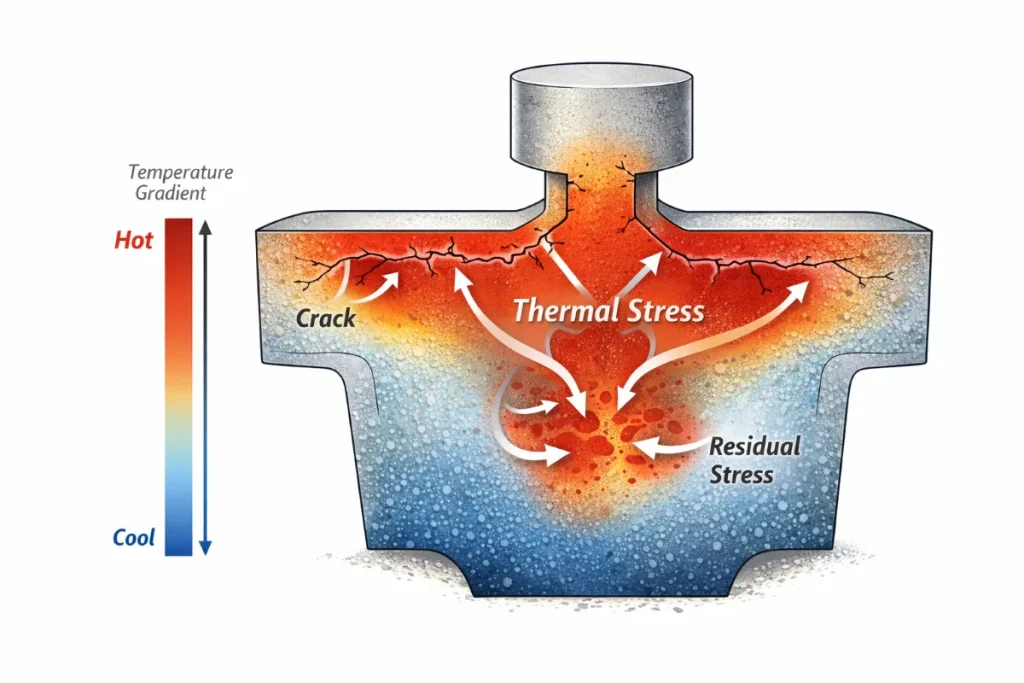
The root reason for thermal stress is the temperature difference that remains after the solidification of railway castings. The surface cools first. Entonces, as it contracts, it compresses the still-hot core. Más tarde, when the core cools and tries to shrink, it’s restrained by the already hardened outer shell, creating tensile stress inside.
If the metal still has enough ductility at higher temperatures, some stress can be released through micro-deformation. But as the temperature drops further, the metal’s ability to relax diminishes. The stress then gets permanently “locked in” as residual stress.
For large, complex railway castings such as bogies, componentes de freno, or structural supports, this effect is magnified. Differences in wall thickness create uneven cooling paths, making these parts especially prone to high residual stress.
A common problem may occur, and if it happens, it will be a frustrating problem, eso es, delayed cracking. That means a railway casting may pass all initial inspections, Por ejemplo, visual, ultrasonic, and even preliminary machining, only to crack weeks later during assembly or early service.
The reason is stress stacking. Residual stress alone may not be enough to cause cracking, so the casting remains stable at rest. But if there are some external loads added, machining forces, assembly stress, or operational thermal cycles, they combine with the internal stress. Juntos, they can exceed the material’s strength, causing cracks that seem to appear “out of nowhere.” But actually, the problem started during cooling.
Unpredictable distortion during machining is a clear sign of unbalanced residual stress. En este caso, when you cut away material that contains stress, the internal balance is disrupted, and the casting warps or bends to relieve that imbalance.
For precision railway casting parts, this leads to scrap, rework, and potential performance issues. The root cause usually isn’t the machining itself, but the thermal history of the castings, and the stress state has already locked into the casting earlier.
Thermal stress doesn’t happen incidentally; it’s a kind of direct result of design and process choices.
Diseño: Wall thickness transitions, fillet sizes, and overall geometry determine how heat distributes.
Proceso: Mould materials, cooling rates, and controlled cooling procedures directly affect temperature gradients.
Post-casting Treatment: Proper stress relief heat treatment isn’t optional; for railway parts with high requirements on safety, it’s very necessary. It redistributes and reduces locked-in stress.
Railway casting failures are rarely caused by a single mistake. They’re usually the cumulative result of decisions made from design through solidification and cooling.
Truly understanding thermal stress allows manufacturers to:
Prevent safety-critical cracking.
Reduce machining distortion and ensure dimensional accuracy.
Extend the actual service life of components.
It also explains why two castings that look identical can perform very differently under the demanding conditions of railway service.
En este artículo, we’ve explored the thermodynamic behaviors of railway castings during solidification, focusing on how proper feeding systems can prevent internal defects. If you’re interested in a deeper understanding of thermodynamics in railway castings, we recommend checking out the previous articles in our series:
By reading all three parts, you’ll gain a comprehensive understanding of the thermodynamics involved in railway castings and how to optimize your casting processes.
En Industrias pesadas Co. de Luoyang Fonyo., Limitado., we build reliability from the inside out. Our focus goes beyond filling the mould; we carefully manage the complete thermal history of large railway castings. Through integrated processes including solidification design, controlled cooling management, and strict stress relief, with our carefully designed and management, we can deliver railway components that are inherently stable, durable, and trustworthy for a long time.
If you want to learn more about our engineered railway casting solutions, por favor visita www.railwaypart.com or contact our engineering team for a technical discussion. Si tienes algún requisito, please contáctanos.