قم بمسح رمز WeChat للاتصال بنا
قم بمسح رمز WeChat للاتصال بنا
لا تتردد في مراسلتنا عبر البريد الإلكتروني وسوف نقوم بالرد عليك في أقرب وقت ممكن.
صنع المستقبل بالقلب والروح

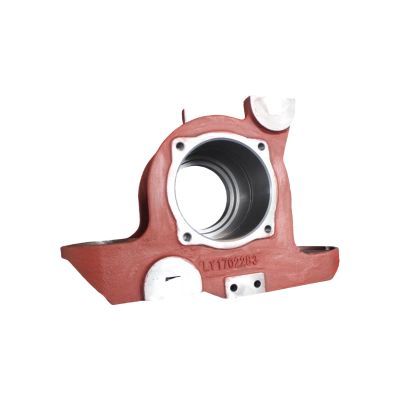
تكمن القدرة التنافسية الأساسية لرمل الراتنج في نظام المعالجة الكيميائي الفريد الخاص به – عندما يتم خلط راتنج الفينول وعامل المعالجة بشكل متناسب, يتم تشكيل طبقة راتنجية كثيفة ومترابطة على سطح حبيبات الرمل. هيكل طبقة الفيلم هذا يمكّن القالب الرملي من تحقيق قوة تبلغ 0.6-0.9MPa بعد التصلب, وهو أكثر من ثلاثة أضعاف الرمل الطيني التقليدي. للمسبوكات الكبيرة ذات الجدران السميكة مثل مقاعد الجر القاطرة التي يزيد وزن القطعة الواحدة عنها 2 طن, الضغط الساكن (ما يصل إلى 0.8MPa) والإجهاد الحراري (درجة حرارة الذروة 1450 درجة مئوية) يمكن أن يتسبب المعدن المنصهر أثناء الصب في تشوه قالب الرمل بسهولة. لكن, يمكن للقوة العالية لرمل الراتينج أن تقاوم التشوه بشكل فعال وتضمن ثبات الأبعاد الهندسية للمسبوكات. تظهر البيانات التجريبية أنه يمكن التحكم في التسامح الأبعاد الرئيسية لمقعد الجر باستخدام عملية الرمل الراتنجي في حدود ±0.3 مم, وهو 60% أعلى من عملية الرمل الطيني.

لتعظيم أداء الرمال الراتنج, أنشأ خط الإنتاج نظام تحكم ذكي متعدد الأبعاد. في مرحلة إدارة درجة حرارة الرمال, يتم ربط منظم درجة حرارة الرمل بنظام تدوير مياه التبريد لتثبيت درجة حرارة رمل القالب ضمن نطاق ضيق يبلغ 25 ± 2 درجة مئوية., تجنب سرعة المعالجة غير الطبيعية الناجمة عن تقلبات درجات الحرارة (لكل 10 درجات مئوية زيادة في درجة الحرارة, يتم تقصير وقت المعالجة بواسطة 30%). تستخدم عملية ضغط قالب الرمل طاولة اهتزاز ذات ستة محاور. من خلال الاهتزاز ثلاثي الأبعاد, يتم ملء حبيبات الرمل بالتساوي في القالب. جنبا إلى جنب مع جهاز مراقبة الكثافة في الوقت الحقيقي (بدقة 0.1 جرام/سم3), يتم التحكم في انحراف الكثافة المحلية في حدود ±1.5%, القضاء بشكل فعال على عيوب مسامية الانكماش للمسبوكات الناجمة عن قوالب الرمل السائبة. فضلاً عن ذلك, تعد تقنية تعويض القالب المستندة إلى محاكاة CAE إنجازًا رئيسيًا – من خلال محاكاة سلوك الانكماش الحراري (معدل الانكماش 0.8%) أثناء عملية تبريد المعدن المنصهر, يتم إجراء تصحيحات الأبعاد مسبقًا خلال مرحلة تصميم القالب, تحقيق دقة الأبعاد لمقعد الجر عند مستوى CT7, تلبية المتطلبات الصارمة للقطارات عالية السرعة لقابلية تبادل المكونات.
يحتاج مقعد الجر إلى تحمل الأحمال المجمعة متعددة الاتجاهات مثل قوة الجر (الذروة 500 كيلو نيوتن), قوة الكبح (الذروة 300 كيلو نيوتن), وتتبع التأثير (تسارع 5 جرام). يجب أن تتوافق خصائصها المادية مع الظروف القاسية مثل قوة الشد ≥800MPa, استطالة ≥12%, وطاقة التأثير في درجات الحرارة المنخفضة ≥35J عند -40 درجة مئوية. لتحقيق هذا الهدف, يعتمد خط الإنتاج تقنية المعالجة المزدوجة للكروية والتلقيح: في مرحلة الكروية, يتفاعل العامل الكروي المركب الأرضي النادر الثقيل القائم على الإيتريوم مع الحديد المنصهر عند درجة حرارة عالية تبلغ 1480 درجة مئوية., تحويل شكل الجرافيت من شكل قشاري إلى كروي مثالي بقطر 5-8 ميكرومتر. هذا التحول يمكن أن يقلل من معامل تركيز الإجهاد بأكثر من 60%, يعزز بشكل كبير مقاومة التعب للمادة. خلال مرحلة التطعيم, نظام من ثلاث مراحل للتلقيح تحت الطلاء (سبائك السيليكون والباريوم), التلقيح طلاء مقلوب (كالسيوم-سيليكون-حديد), والتطعيم في التدفق (سبائك التيتانيوم والبورون) تم اعتماده. أثناء تصلب الحديد المنصهر, عدد كبير من نوى الجرافيت الدقيقة (ما يصل إلى 10⁶ لكل سم مكعب) تتشكل, الذي ينقي حبيبات الأوستينيت إلى درجة ASTM 8 (حجم الحبوب ≥20μm), القضاء على هيكل الحديد الزهر الأبيض. تأكد من أن المادة لا تزال تحافظ على صلابة جيدة في البيئات ذات درجات الحرارة المنخفضة.
المعالجة الحرارية هي نقطة التفتيش النهائية لتنظيم الأداء. بعد الأوستنيت صب مقعد الجر عند 890 درجة مئوية, تم إخضاعه لأول مرة للتبريد التدريجي (تبريد الزيت إلى 300 درجة مئوية) لتجنب خطر التشقق أثناء التحول المارتنسيتي (تم التحكم في معدل التبريد عند 50 درجة مئوية / ثانية), ومن ثم تم إجراء عملية التقسية بدرجة حرارة عالية عند 620 درجة مئوية لتحويل الهيكل إلى سوربيت مقسى موحد (حجم كربيد ≥1μm). أدى مزيج العمليات هذا إلى زيادة قوة الشد للمادة إلى 920 ميجا باسكال وصلابة التأثير إلى 42 جول., وهي 15% و 30% أعلى من تلك العملية التقليدية, على التوالى. والأهم من ذلك, عن طريق تحسين الوقت هدأ (4 ساعات) وطريقة التبريد (تبريد الهواء), تم رفع الإجهاد النهائي للتعب من المادة 450 ميجا باسكال إلى 520 ميجا باسكال, وتجاوز عمر التعب 10 مليون دورة (تم اختباره وفقًا لمعايير ISO 1143 معيار), والتي يمكن أن تلبي متطلبات استخدام دورة الحياة الكاملة لمدة 30 عامًا لمركبات المترو.

خلال مرحلة تحضير الحديد المنصهر, خط الإنتاج مزود بشبكة كشف متعددة الأبعاد: يمكن لمطياف القراءة المباشرة إكمال الكشف الكمي لـ 16 عناصر مثل الكربون, السيليكون, والمنغنيز داخل 30 ثواني (بدقة ±0.005%), التأكد من أن التركيب الكيميائي يلبي متطلبات التصميم (مثل التحكم في قيمة CE المكافئة للكربون في الداخل 4.2-4.4%). يقوم المحلل الحراري بمراقبة القيم المميزة لمنحنى التبريد للحديد المنصهر (مثل درجة حرارة الانتقال سهل الانصهار ودرجة حرارة الانتقال سهل الانصهار), ويحسب معدل كروي (القيمة المستهدفة ≥85%) ومحتوى كربيد في الوقت الحقيقي. عندما تكون البيانات غير طبيعية, يقوم تلقائيًا بإطلاق إنذار ويوقف الصب. فضلاً عن ذلك, التحليل الطيفي للانهيار الناجم عن الليزر (LIBS) تم اعتماد التكنولوجيا لإجراء تحليل تكوين الحديد المنصهر عبر الإنترنت, مع تردد كشف يصل إلى ثلاث مرات في الدقيقة, تقليل نطاق تقلب التكوين إلى ±0.02%.
تؤثر جودة رمل القالب بشكل مباشر على جودة السطح ومعدل العيوب الداخلية للمسبوكات. خلاط الرمل الذكي, من خلال نظام التحكم في الحلقة المغلقة, يحافظ على انحراف كمية إضافة الراتنج وعامل المعالجة في حدود ±0.1% (دقة مستشعر التدفق 0.5%), تجنب عدم كفاية قوة العفن الرملي بسبب التناسب غير الصحيح (القيمة المستهدفة ≥0.7MPa). يتم فحص أداة اختبار قوة قالب الرمل بشكل عشوائي ثلاث مرات في كل نوبة عمل (تغطي نقاط أخذ العينات المجالات الرئيسية مثل تجويف القالب, بوابة, والناهض), ويتم تحميل البيانات إلى نظام MES في الوقت الفعلي لتشكيل ملف جودة يمكن تتبعه. أصبحت مراقبة الجودة أثناء عملية الصب أكثر دقة: يتحكم مقياس الحرارة الفراغي ذو القراءة المباشرة بدقة في درجة حرارة المعدن المنصهر عند 1415-1425 درجة مئوية. (مع دقة مستشعر درجة الحرارة ±1 درجة مئوية), منع عيوب المسامية الناجمة عن درجات الحرارة المرتفعة بشكل مفرط (تتضاعف قابلية ذوبان الهيدروجين لكل 20 درجة مئوية زيادة في درجة الحرارة) أو الإغلاق البارد الناجم عن درجات الحرارة المنخفضة للغاية. يمكن لنظام التصوير في الوقت الحقيقي بالأشعة السينية إجراء اكتشاف الاختراق على المقاطع العرضية السميكة والكبيرة (سمك ≥100 مم), ويمكن تحديد العيوب الداخلية (مثل تجاويف الانكماش والشقوق) على مستوى 0.2 ملم. كفاءة الكشف هي 10 مرات أعلى من فحص الجسيمات المغناطيسية التقليدية.

إن الحالة التطبيقية لمؤسسة معينة لمعدات النقل بالسكك الحديدية قد تم التحقق منها بشكل كامل من المزايا التقنية لخط إنتاج رمل الراتنج. حققت منتجات مقاعد الجر التي تنتجها ثلاثة إنجازات: أولاً, لقد وصل عمر التعب 10 مليون دورة, وهو 40% أعلى من العمليات التقليدية, ويمكنه تحمل تأثيرات التشغيل والتوقف اليومية لعشرات الآلاف من مركبات المترو. ثانية, تم تخفيض بدل المعالجة من 8 مم إلى 3 مم (ارتفع معدل استخدام المواد بنسبة 22%), وانخفضت تكلفة القطعة الواحدة تقريبًا 1,500 يوان (وفورات في التكاليف السنوية تتجاوز 3 مليون يوان). ثالثا, لقد زاد معدل نجاح التفتيش لمرة واحدة من 78% ل 96%, تقليل الخسارة السنوية من منتجات النفايات بأكثر من 3 مليون يوان. والأهم من ذلك, لقد اجتاز هذا المنتج الاختبارات الصارمة لمعيار EN12663 (مشتمل 23 اختبارات مثل الحمل الثابت, حمل التعب, وحمل التأثير), تلبية متطلبات الاعتماد للأسواق العالمية الكبرى مثل الاتحاد الأوروبي وأمريكا الشمالية, ودعم التشغيل الآمن للسكك الحديدية عالية السرعة في الصين “فوشينغ” بسرعة 350 كم/ساعة لأكثر من 1 مليار كيلومتر.
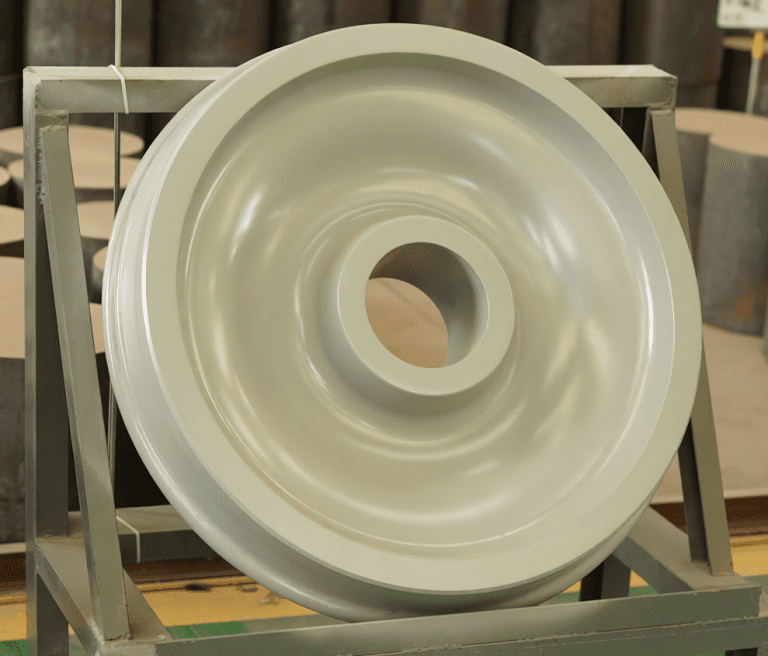
The successful application of resin sand technology has been extended to the manufacturing of other key components in the rail transit field. على سبيل المثال, the resin sand casting scheme developed for a certain type of metro gearbox reduced the shrinkage cavity defect rate from 5% ل 0.2% by optimizing the gating system design (using a combination of bottom injection and filter screen). By adjusting the heat treatment process (quenching temperature 870℃, tempering temperature 580℃), the contact fatigue life of the gears exceeded 1×10⁹ times, reaching the international advanced level. فضلاً عن ذلك, this technology is also applied in the manufacturing of large bearing housings, brake discs and other components, forming a solution covering the entire range of products for rail transit. According to statistics, بعد اعتماد عملية الرمل الراتنجي, زادت حصة السوق من المسبوكات الراقية للشركات من 15% ل 35%, مع قيمة الانتاج السنوية الجديدة لأكثر من 200 مليون يوان, أن تصبح القوة الدافعة الأساسية لتحويل الصناعة وتطويرها.
شركة لويانغ فونيو للصناعات الثقيلة, المحدودة, تأسست في 1998, هي شركة مصنعة لأجزاء السكك الحديدية المصبوبة. مصنعنا يغطي مساحة 72,600㎡, مع اكثر من 300 موظفين, 32 الفنيين, مشتمل 5 كبار المهندسين, 11 المهندسين المساعدين, و 16 الفنيين. قدرتنا الإنتاجية هي 30,000 طن سنويا. حالياً, نحن ننتج بشكل رئيسي الصب, بالقطع, والتجمع للقاطرة, عربة السكك الحديدية, القطارات عالية السرعة, معدات التعدين, طاقة الرياح, إلخ. وقد تم تصدير منتجاتنا إلى روسيا, الولايات المتحدة, ألمانيا, الأرجنتين, اليابان, فرنسا, جنوب أفريقيا, إيطاليا ودول أخرى.
اتصال: ستيلا ليو
بريد إلكتروني: [email protected]
واتساب: +86-155-1535-1287