Escanea el código WeChat para contactarnos
Escanea el código WeChat para contactarnos
No dudes en enviarnos un correo electrónico y te responderemos lo antes posible.
Creando el futuro con corazón y alma

La principal competitividad de la arena de resina reside en su exclusivo sistema de curado químico. – cuando la resina fenólica y el agente de curado se mezclan exactamente en proporción, Se forma una densa película de resina reticulada en la superficie de los granos de arena.. Esta estructura de capas de película permite que el molde de arena alcance una resistencia de 0,6-0,9 MPa después del endurecimiento., que es más de tres veces mayor que la arena arcillosa tradicional. Para piezas fundidas grandes de paredes gruesas, como asientos de tracción de locomotoras, con un peso de una sola pieza que exceda 2 montones, la presión estática (hasta 0,8MPa) y estrés térmico (temperatura máxima 1450 ℃) generado por el metal fundido durante el vertido puede causar fácilmente la deformación del molde de arena. Sin embargo, La alta resistencia de la arena de resina puede resistir eficazmente la deformación y garantizar la estabilidad de las dimensiones geométricas de las piezas fundidas.. Los datos experimentales muestran que la tolerancia dimensional clave del asiento de tracción utilizando el proceso de arena con resina se puede controlar dentro de ±0,3 mm., cual es 60% mayor que el del proceso de arena arcillosa.

Para maximizar el rendimiento de la arena resinosa., la línea de producción ha establecido un sistema de control inteligente multidimensional. En la etapa de gestión de la temperatura de la arena., El regulador de temperatura de la arena está vinculado con el sistema de circulación de agua de refrigeración para estabilizar la temperatura de la arena de moldeo dentro de un rango estrecho de 25 ± 2 ℃., evitando una velocidad de curado anormal causada por fluctuaciones de temperatura (por cada 10℃ de aumento de temperatura, el tiempo de curado se acorta 30%). El proceso de compactación del molde de arena emplea una mesa vibratoria de seis ejes.. A través de vibración tridimensional, Los granos de arena se llenan uniformemente en el molde.. Combinado con un dispositivo de monitoreo de densidad en tiempo real (con una resolución de 0,1g/cm³), la desviación de densidad local se controla dentro de ±1,5%, Eliminando eficazmente los defectos de porosidad de contracción de las piezas fundidas causados por moldes de arena suelta.. Además, La tecnología de compensación de moldes basada en simulación CAE es un avance clave. – simulando el comportamiento de contracción térmica (tasa de contracción de 0.8%) durante el proceso de enfriamiento del metal fundido, Las correcciones dimensionales se realizan por adelantado durante la etapa de diseño del molde., logrando finalmente la precisión dimensional del asiento de tracción en el nivel CT7, Cumplir con los estrictos requisitos de los trenes de alta velocidad para la intercambiabilidad de componentes..
El asiento de tracción debe soportar cargas combinadas multidireccionales, como la fuerza de tracción. (pico 500kN), fuerza de frenado (pico 300kN), y rastrear el impacto (aceleración 5g). Las propiedades de su material deben cumplir condiciones extremas, como una resistencia a la tracción ≥800MPa., alargamiento ≥12%, y energía de impacto a baja temperatura ≥35J a -40 ℃. Para lograr este objetivo, La línea de producción adopta una tecnología de tratamiento dual de esferoidización e inoculación.: En la etapa de esferoidización, el agente esferoidizante compuesto de tierras raras pesadas a base de itrio reacciona con hierro fundido a una temperatura alta de 1480 ℃, transformando la forma del grafito de escamosa a esférica perfecta con un diámetro de 5-8μm. Esta transformación puede reducir el coeficiente de concentración de tensiones en más de 60%, mejorando significativamente la resistencia a la fatiga del material. Durante la etapa de inoculación, un sistema de tres etapas de inoculación de capa base (aleación de silicio-bario), inoculación de recubrimiento invertido (calcio-silicio-hierro), e inoculación en flujo (aleación de titanio y boro) es adoptado. Durante la solidificación del hierro fundido., una gran cantidad de finos núcleos de grafito (hasta 10⁶ por cm³) se forman, que refina los granos de austenita al grado ASTM 8 (tamaño de grano ≤20μm), eliminando la estructura de hierro fundido blanco. Asegúrese de que el material aún mantenga una buena tenacidad en ambientes de baja temperatura..
El tratamiento térmico es el punto de control final para la regulación del rendimiento.. Después de austenizar la fundición del asiento de tracción a 890 ℃, primero fue sometido a enfriamiento escalonado (enfriamiento de aceite a 300 ℃) para evitar el riesgo de agrietamiento durante la transformación martensítica (la velocidad de enfriamiento se controló a 50 ℃ / s), y luego se llevó a cabo un templado a alta temperatura a 620 ℃ para transformar la estructura en sorbita templada uniforme (tamaño de carburo ≤1μm). Esta combinación de procesos ha aumentado la resistencia a la tracción del material a 920 MPa y la tenacidad al impacto a 42 J., cuales son 15% y 30% superiores a los del proceso tradicional, respectivamente. Más importante aún, optimizando el tiempo de templado (4 horas) y método de enfriamiento (refrigeración por aire), la tensión última de fatiga del material se ha elevado de 450 mpa a 520MPa, y la vida de fatiga ha excedido 10 millones de ciclos (probado según ISO 1143 estándar), que puede cumplir con los requisitos de uso del ciclo de vida completo de 30 años de los vehículos de metro.

Durante la etapa de preparación del hierro fundido, la línea de producción está equipada con una red de detección multidimensional: El espectrómetro de lectura directa puede completar la detección cuantitativa de 16 elementos como el carbono, silicio, y manganeso dentro 30 artículos de segunda clase (con una precisión de ±0,005%), asegurar que la composición química cumpla con los requisitos de diseño (como controlar el valor de CE de carbono equivalente dentro de 4.2-4.4%). El analizador térmico monitorea los valores característicos de la curva de enfriamiento del hierro fundido. (como la temperatura de transición eutéctica y la temperatura de transición eutectoide), y calcula la tasa de esferoidización (valor objetivo ≥85%) y contenido de carburo en tiempo real. Cuando los datos son anormales, activa automáticamente una alarma y detiene el vertido. Además, espectroscopia de ruptura inducida por láser (LIBS) Se adoptó tecnología para realizar análisis de composición en línea del hierro fundido., con una frecuencia de detección de hasta tres veces por minuto, reduciendo el rango de fluctuación de la composición a ±0,02%.
La calidad de la arena de moldeo afecta directamente la calidad de la superficie y la tasa de defectos internos de las piezas fundidas.. El mezclador de arena inteligente, a través de un sistema de control de circuito cerrado, mantiene la desviación de la cantidad añadida de resina y agente de curado dentro de ±0,1% (La precisión del sensor de flujo es 0.5%), evitando una resistencia insuficiente del molde de arena debido a una proporción incorrecta (valor objetivo ≥0.7MPa). El instrumento de prueba de resistencia del molde de arena se inspecciona aleatoriamente tres veces por turno. (Los puntos de muestreo cubren áreas clave como la cavidad del molde., puerta, y elevador), y los datos se cargan en el sistema MES en tiempo real para formar un archivo de calidad rastreable. El control de calidad durante el proceso de vertido es más preciso: El termómetro de lectura directa al vacío controla con precisión la temperatura del metal fundido a 1415-1425 ℃ (con una precisión del sensor de temperatura de ±1℃), prevenir defectos de porosidad causados por temperaturas excesivamente altas (La solubilidad del hidrógeno se duplica por cada aumento de 20 ℃ en la temperatura.) o cierres fríos provocados por temperaturas excesivamente bajas. El sistema de imágenes de rayos X en tiempo real puede realizar la detección de penetraciones en secciones transversales gruesas y grandes. (espesor ≥100 mm), y puede identificar defectos internos (como cavidades de contracción y grietas) en el nivel de 0,2 mm. Su eficiencia de detección es 10 veces mayor que el de la inspección tradicional por partículas magnéticas.

El caso de aplicación de una determinada empresa de equipos de tránsito ferroviario ha verificado plenamente las ventajas técnicas de la línea de producción de arena de resina.. Los productos de asientos de tracción que produce han logrado tres avances: Primero, la fatiga la vida ha llegado 10 millones de ciclos, cual es 40% superior al de los procesos tradicionales, y puede soportar los impactos diarios de decenas de miles de vehículos del metro.. Segundo, el margen de mecanizado se ha reducido de 8 mm a 3 mm (La tasa de utilización de materiales ha aumentado en 22%), y el costo por pieza ha disminuido aproximadamente 1,500 yuan (Los ahorros de costos anuales superan 3 millones de yuanes). En tercer lugar, la tasa de aprobación de inspección única ha aumentado de 78% a 96%, Reducir la pérdida anual de productos de desecho en más de 3 millones de yuanes. Más importante aún, este producto ha pasado las rigurosas pruebas de la norma EN12663 (incluido 23 pruebas como carga estática, carga de fatiga, y carga de impacto), Cumplir con los requisitos de certificación de los principales mercados globales como la Unión Europea y América del Norte., y apoyar la operación segura del tren de alta velocidad de China “Fuxing” a una velocidad de 350 km/h durante más de 1 mil millones de kilómetros.
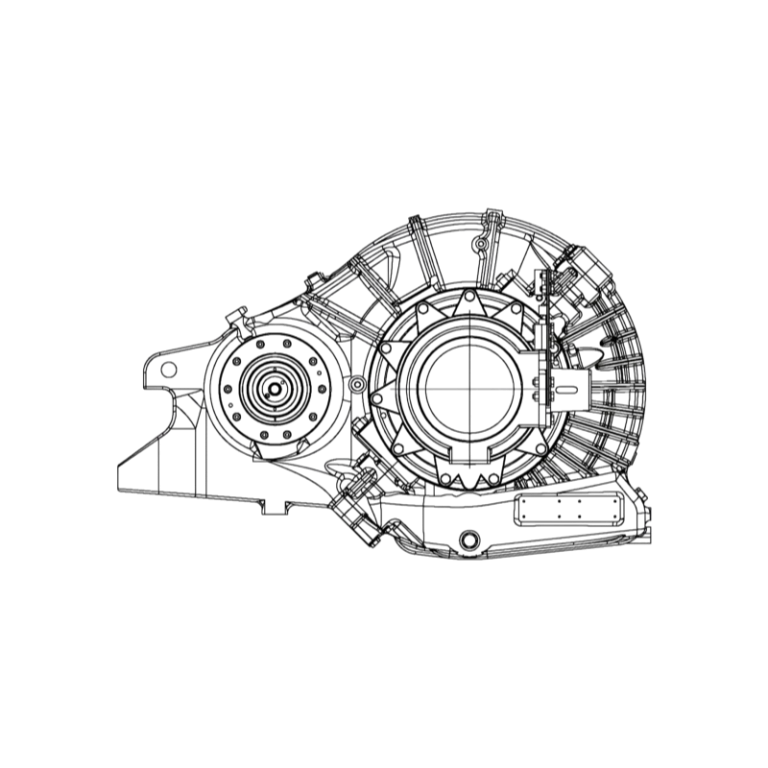
La aplicación exitosa de la tecnología de arena de resina se ha extendido a la fabricación de otros componentes clave en el campo del tránsito ferroviario.. Por ejemplo, El esquema de fundición en arena de resina desarrollado para cierto tipo de caja de cambios metropolitana redujo la tasa de defectos de la cavidad de contracción de 5% a 0.2% optimizando el diseño del sistema de compuertas (usando una combinación de inyección inferior y pantalla de filtro). Ajustando el proceso de tratamiento térmico. (temperatura de enfriamiento 870 ℃, temperatura de templado 580 ℃), la vida de fatiga por contacto de los engranajes superó 1×10⁹ veces, alcanzando el nivel avanzado internacional. Además, Esta tecnología también se aplica en la fabricación de soportes de rodamientos de gran tamaño., discos de freno y otros componentes, formando una solución que cubre toda la gama de productos para el tránsito ferroviario. Según las estadísticas, después de adoptar el proceso de arena de resina, La cuota de mercado de las piezas fundidas de alta gama de las empresas ha aumentado de 15% a 35%, con un nuevo valor de producción anual de más 200 millones de yuanes, convertirse en la principal fuerza impulsora para la transformación y mejora de la industria.
Industrias pesadas Co. de Luoyang Fonyo., Limitado, fundada en 1998, es un fabricante de piezas de ferrocarril de fundición. Nuestra fábrica tiene una superficie de 72.600㎡, con más de 300 empleados, 32 tecnicos, incluido 5 ingenieros superiores, 11 ingenieros asistentes, y 16 tecnicos. Nuestra capacidad de producción es 30,000 toneladas por año. Actualmente, Producimos principalmente fundición., mecanizado, y montaje para locomotora, automotor, trenes de alta velocidad, equipo de minería, energía eólica, etc.. Nuestros productos han sido exportados a Rusia., los estados unidos, Alemania, Argentina, Japón, Francia, Sudáfrica, Italia y otros países..
Contacto: Estela Liu
Correo electrónico: [email protected]
WhatsApp: +86-155-1535-1287