Scannez le code WeChat pour nous contacter
Scannez le code WeChat pour nous contacter
N'hésitez pas à nous envoyer un email et nous vous répondrons dans les plus brefs délais.
Créer l'avenir avec cœur et âme

Heat treatment is not just simple heating and cooling. Its success completely depends on the exact process parameters set for each specific railway casting parts The requirements differ for various components:

1.1 Heating Temperature and Speed Control
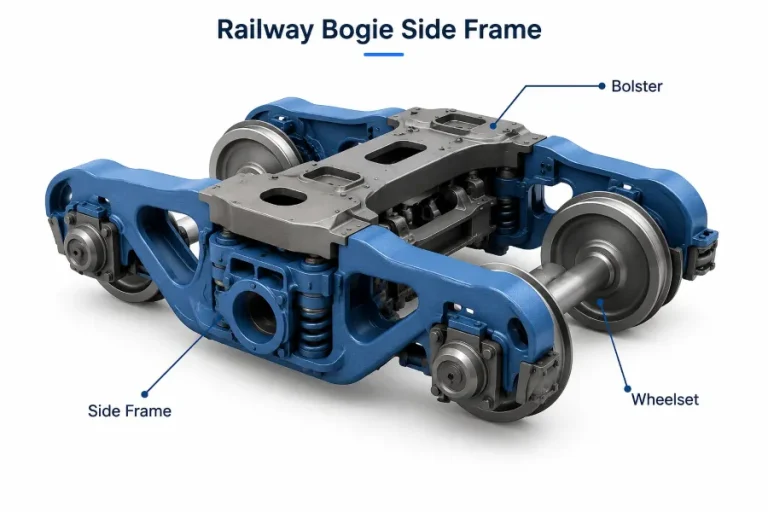
For large railway casting parts like bogies, heating too fast creates significant thermal stress due to temperature differences between inside and outside, leading to distortion or cracking. Controlled or stepped heating is necessary. And we must realize that the quenching temperature for an axle box and the annealing temperature for a gearbox housing are not the same, we should adjust the temperature according to different process and producta, and do the heattreatment process strictly according to the requirement.
1.2 Cooling Medium and Speed Selection
The cooling stage is an important function for the final metal structure and properties. Par exemple, oil cooling might be used for some axle boxes to achieve high toughness, meanwhile air cooling might be chosen for a gearbox housing to ensure dimensional stability. Incorrect cooling speed can directly result in insufficient hardness or excessive brittleness.
Stress from heat treatment is a main cause of distortion and dimensional inaccuracies in railway casting parts, directly affecting vehicle running smoothness and safety.
2.1 Scientific Furnace Loading Methods
For complex structures like carters de boîte de vitesses and large bogies, how they are placed in the furnace is very important. Special tools or support blocks must be used to ensure they can expand and contract freely at high temperatures, preventing distortion from their own weight or external pressure.
2.2 Essential Stress Relief Treatment
Performing stress relief annealing on critical railway casting parts like carter de boîte de vitesses, axle boxes and bogies, either after rough machining or before the final heat treatment, is an effective way to release internal stresses from casting and machining. This step significantly reduces final distortion during heat treatment and improves long-term dimensional stability.
The results of heat treatment must be verified by measurable data, which is crucial for ensuring the reliability of railway casting parts.
3.1 Process Monitoring and Recording
Every heat treatment batch must have a complete record of the temperature-time curve. This ensures the process can be repeated and provides essential data for analyzing any quality issues later.
3.2 Final Performance Check
Après traitement thermique, we must test the samples from the same batch, what should we test? the test will be as follows,
Hardness Test: A quick check to see if strength meets standards.
Impact Toughness Test: Especially critical for bogies and axle boxes that endure impact loads.
Metallographic Examination: Observing the internal structure under a microscope is the most direct evidence for judging the success of the heat treatment.

À Luoyang Fonyo Heavy Industries Co., Ltée., we recognize that heat treatment is a vital process which defines the performance and safety of key railway casting parts like axle boxes, carters de boîte de vitesses, and bogies. Our commitment is reflected in a rigorous focus on the three core areas—precise process parameters, strict distortion control, et un contrôle qualité rigoureux. This ensures that every component we produce delivers exceptional performance and longevity in the field.
Our dedication to mastering these advanced processes is at the core of our promise to quality and reliability.
To discover how our expertise can benefit your projects, we invite you to learn more by visiting our website at www.railwaypart.com.