Escanea el código WeChat para contactarnos
Escanea el código WeChat para contactarnos
No dudes en enviarnos un correo electrónico y te responderemos lo antes posible.
Creando el futuro con corazón y alma

Nuestra fábrica ha estado profundamente comprometida con la fundición de piezas de ferrocarril durante muchos años y comprende perfectamente que “seguridad” es el sustento inquebrantable de la industria ferroviaria. Las piezas ferroviarias están constantemente sometidas a impactos y cargas repetidas durante el funcionamiento prolongado y de alta intensidad de los trenes.. Por lo tanto, Mejorar la resistencia a la fatiga de los productos no es sólo un requisito básico para cumplir con los estándares del cliente sino también un compromiso solemne que asumimos con la seguridad del entrenamiento.. Este plan propondrá sistemáticamente el camino para nuestras próximas mejoras técnicas desde cuatro aspectos: “Tratar la causa raíz”, “Mano de obra de precisión”, “Fortalecimiento del cuerpo”, y “Diagnóstico”.

La fatiga comienza desde dentro. Debemos sentar una base sólida desde la etapa de diseño y selección de materiales antes de que las piezas sean “nacido”.
Mejora y purificación de materiales:
1.1 Selección de materias primas de alta calidad: Utilizaremos resueltamente hierro primario y chatarra de acero confiable y de alta pureza., controlar el contenido de elementos nocivos como azufre y fósforo desde la fuente. Estos elementos dañinos son como “puntos débiles” dentro del metal, convirtiéndose fácilmente en el origen de grietas por fatiga bajo tensión alterna.
1.2 Optimización de la aleación: Basado en materiales tradicionales., Ajustaremos la relación de aleación de acuerdo con las características de fuerza específicas de cada componente.. Por ejemplo, aumentar adecuadamente el contenido de elementos como el manganeso, cromo, y el molibdeno puede refinar significativamente la estructura del grano, mejorar la resistencia y dureza del material, como “fortalecer los huesos y los músculos” del metal para resistir mejor la fatiga.
Diseño de optimización estructural:
1.3 Eliminando la concentración de estrés: Las grietas por fatiga prefieren comenzar desde “esquinas afiladas” y “muescas”. Nuestro equipo de diseño debe garantizar transiciones suaves en todos los rincones., surcos, agujeros, y otras ubicaciones al dibujar los planos. Incluso un filete pequeño puede dispersar en gran medida el estrés y evitar el “efecto de enlace débil”.
1.4 Asistencia de análisis de simulación: Para piezas centrales portantes, Introduciremos el análisis de ingeniería asistido por computadora.. Antes de la apertura del molde, Simularemos las condiciones de tensión en condiciones de trabajo reales a través de software para identificar áreas potenciales de alta tensión con anticipación y optimizar el diseño en la etapa de diseño., logrando “Prevención antes de que ocurra el problema.”.
La estabilidad del proceso de fundición determina directamente la calidad interna del producto..
Derretir y verter:
2.1 Control preciso de la temperatura: Nos adheriremos al principio de “fusión a alta temperatura y vertido a baja temperatura”. La fusión a alta temperatura garantiza una composición uniforme y la flotación completa de gases e inclusiones.; El vertido a baja temperatura reduce defectos como la porosidad de contracción y el agrietamiento en caliente causado por la contracción de la fundición.. esto es como cocinar, donde el plato sólo es delicioso cuando el calor es el adecuado.
2.2 Esferoidización e inoculación: Para fundiciones de hierro dúctil, este es un proceso crítico. Debemos controlar estrictamente la cantidad y el momento de la adición de agentes esferoidizantes e inoculantes para garantizar una alta tasa de esferoidización y una buena redondez del grafito.. Estas esferas redondas de grafito pueden prevenir eficazmente la expansión de grietas y son fundamentales para mejorar la tenacidad..
Moldeo y enfriamiento:
2.3 Resistencia y permeabilidad del molde de arena: Asegúrese de que el molde de arena tenga suficiente resistencia y permeabilidad uniforme para evitar defectos en la superficie, como la adherencia de la arena y la porosidad en las piezas fundidas.. Cualquier defecto superficial es un producto confeccionado. “fuente de fatiga”.
2.4 Enfriamiento científico y ordenado: La velocidad de enfriamiento de la pieza fundida en el molde de arena debe ser uniforme.. Un enfriamiento excesivo conduce a una tensión interna excesiva, mientras que un enfriamiento demasiado lento produce granos gruesos. Deberíamos considerar la posibilidad de establecer “elevadores aislantes” y “planchas frías” para guiar la pieza fundida para que se solidifique en una “de abajo hacia arriba, delgado a grueso” secuencia, obteniendo una estructura interna densa y uniforme.
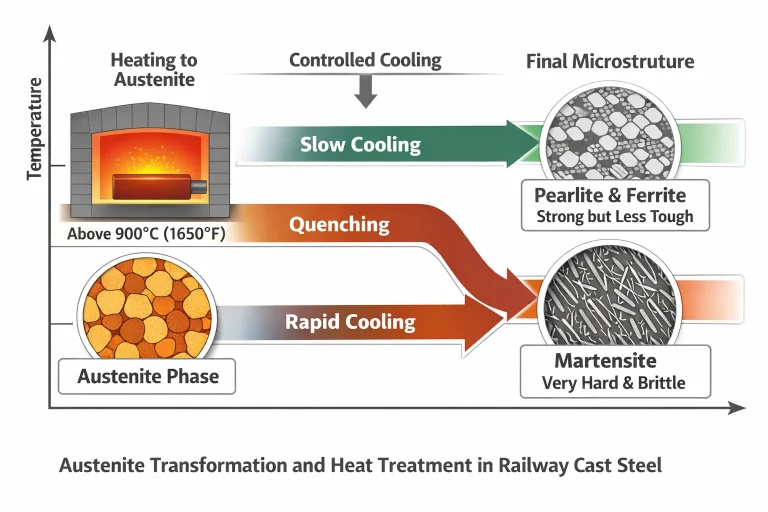
El casting es sólo el “forma tosca”, y el tratamiento térmico es el paso clave para desbloquear su potencial.
3.1 Tratamiento térmico a medida:
Abandonando el “talla única” modelo de tratamiento térmico. Desarrollaremos una normalización precisa., recocido, temple + Curvas del proceso de templado basadas en diferentes materiales y requisitos de rendimiento.. Especialmente el enfriamiento + templado a alta temperatura (templado después del enfriamiento), que puede dotar a las piezas de una excelente resistencia y dureza, es el “tarjeta as” para mejorar la resistencia a la fatiga. Control estricto de la temperatura y el tiempo de templado.: El templado consiste en eliminar el estrés por enfriamiento y obtener una estructura estable.. Debemos controlar con precisión el proceso de templado., como guisar sopa con cuidado, para garantizar un rendimiento estable.
3.2 Aplicación de tecnología de fortalecimiento de superficies.:
3.2.1 Granallado: Este es el proceso que más debemos popularizar y potenciar en la actualidad. Mediante el uso de una corriente de disparos de alta velocidad para impactar la superficie de las piezas., se produce deformación plástica, formando una densa capa de tensión de compresión. Las grietas por fatiga son difíciles de formar y expandirse bajo presión.. Esto es como ponerse un “chaleco antibalas ajustado” en la superficie de las piezas.
3.2.2 Refuerzo de agujeros e hilos.: Para áreas de concentración de tensiones, como agujeros de pernos y roscas., Se utiliza un proceso de laminado especial para introducir tensión de compresión en la superficie., lo que puede aumentar varias veces la vida útil de estos eslabones débiles.
La calidad sin inspección es solo una charla vacía. Debemos establecer un sistema de seguimiento de la calidad durante todo el proceso..
4.1 Cobertura total de ensayos no destructivos:
Para piezas centrales que salen de fábrica, 100% Se realizan pruebas de partículas magnéticas o ultrasonidos para garantizar que no haya grietas internas., cavidades de contracción, u otros defectos fatales. Este es el “examen físico final” antes de que el producto salga de fábrica, y no se permite negligencia.
4.2 Establecimiento de ficheros de trazabilidad de la calidad.:
Para cada lote, incluso para piezas clave, un archivo de proceso completo de “número de horno – moldura – tratamiento térmico – mecanizado – inspección” esta establecido. En caso de cualquier problema, la fuente se puede rastrear rápidamente, la causa analizada, y gestión de circuito cerrado logrado.
4.3 Mecanismo de mejora continua:
Recopile periódicamente los comentarios de los clientes durante el uso., especialmente en casos de daños por fatiga. Alimente esta información de primera mano del “campo de batalla” volver a nuestro diseño, producción, y departamentos de control de calidad como base más valiosa para una optimización continua.
Improving the fatigue resistance of railway parts is not an overnight task and is not the responsibility of a single department. It is a systematic project that requires us to be meticulous in every link from design, smelting, fundición, tratamiento térmico, mecanizado, to inspection, and ensure that each link is closely connected.
Let’s implement the measures of this plan with the heart of a craftsman, persistently, and jointly forge safer, more reliable, and longer-lasting railway parts. This is not only the foundation of our enterprise but also our heavy responsibility and contribution to the national railway industry.
Industrias pesadas Co. de Luoyang Fonyo., Limitado, Fundada en 1998, es un fabricante de piezas de fundición para ferrocarriles.. Nuestra fábrica tiene una superficie de 72.600㎡, con más de 300 empleados, 32 tecnicos, incluido 5 ingenieros superiores, 11 ingenieros asistentes, y 16 tecnicos. Nuestra capacidad de producción es 30,000 toneladas por año. Actualmente, Producimos principalmente fundición., mecanizado, y montaje para locomotora, automotor, trenes de alta velocidad, equipo de minería,energía eólica, etc..
Somos el proveedor de repuestos ferroviarios para CRRC.(incluyendo más de 20 sucursales y subsidiarias de CRRC), Maquinaria de ingeniería Gemac, Grupo Sany, Industrias Pesadas Citic, etc.. Nuestros productos han sido exportados a Rusia., los estados unidos, Alemania, Argentina, Japón, Francia, Sudáfrica, Italia y otros países de todo el mundo..