Digitalize o código WeChat para entrar em contato conosco
Digitalize o código WeChat para entrar em contato conosco
Sinta-se à vontade para nos enviar um e-mail e responderemos o mais breve possível.
Criando o futuro com coração e alma

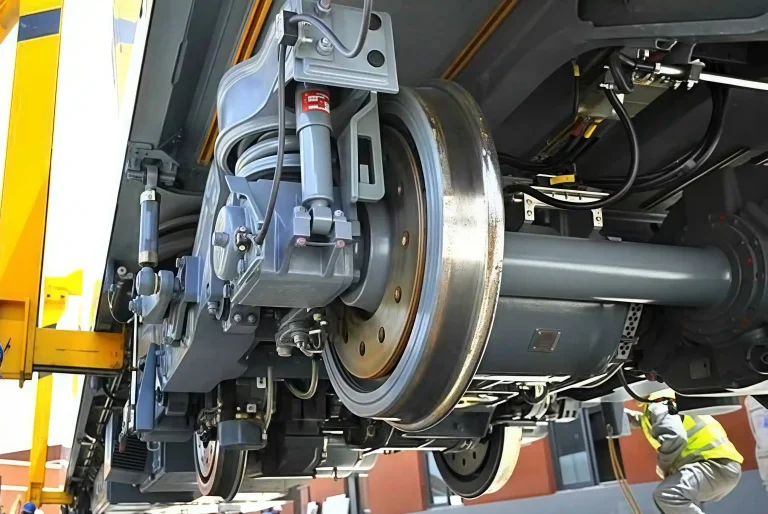
Our factory has been deeply engaged in the casting of peças ferroviárias for many years and fully understands that “segurança” is the unshakable lifeline of the railway industry. Railway parts are constantly subjected to repeated impacts and loads during the long-term and high-intensity operation of trains. Portanto, improving the fatigue resistance of products is not only a basic requirement to meet customer standards but also a solemn commitment we make to train safety. This plan will systematically propose the path for our next technical improvements from four aspects: “Treating the Root Cause”, “Precision Workmanship”, “Strengthening the Body”, e “Diagnosis”.

Fatigue begins from within. We must lay a solid foundation from the design and material selection stage before the parts are “born”.
Material Upgrade and Purification:
1.1 Selecting High-Quality Raw Materials: We will resolutely use high-purity and reliable primary iron and scrap steel, controlling the content of harmful elements such as sulfur and phosphorus from the source. These harmful elements are like “weak points” inside the metal, easily becoming the origin of fatigue cracks under alternating stress.
1.2 Optimizing Alloying: Based on traditional materials, we will fine-tune the alloy ratio according to the specific force characteristics of each component. Por exemplo, appropriately increasing the content of elements such as manganese, cromo, and molybdenum can significantly refine the grain structure, enhancing the material’s strength and toughness, like “strengthening the bones and muscles” of the metal to better resist fatigue.
Structural Optimization Design:
1.3 Eliminating Stress Concentration: Fatigue cracks prefer to start from “sharp corners” e “notches”. Our design team must ensure smooth transitions at all corners, grooves, holes, and other locations when drawing the blueprints. Even a small fillet can greatly disperse stress and avoid the “weak link effect”.
1.4 Simulation Analysis Assistance: For core load-bearing parts, we will introduce computer-aided engineering analysis. Before mold opening, we will simulate the stress conditions under real working conditions through software to identify potential high-stress areas in advance and optimize the design in the design stage, achieving “prevention before the problem occurs”.
The stability of the casting process directly determines the internal quality of the product.
Melting and Pouring:
2.1 Precise Temperature Control: We will adhere to the principle of “high-temperature melting and low-temperature pouring”. High-temperature melting ensures uniform composition and the complete floating of gases and inclusions; low-temperature pouring reduces defects such as shrinkage porosity and hot cracking caused by casting shrinkage. This is like cooking, where the dish is only delicious when the heat is just right.
2.2 Spheroidization and Inoculation: For ductile iron castings, this is a critical process. We must strictly control the amount and timing of the addition of spheroidizing agents and inoculants to ensure a high spheroidization rate and good roundness of graphite. These round graphite spheres can effectively prevent the expansion of cracks and are the core to enhancing toughness.
Molding and Cooling:
2.3 Sand Mold Strength and Permeability: Ensure that the sand mold has sufficient strength and uniform permeability to prevent surface defects such as sand sticking and porosity in the castings. Any surface defect is a ready-made “fatigue source”.
2.4 Scientific and Orderly Cooling: The cooling rate of the casting in the sand mold must be uniform. Excessive cooling leads to excessive internal stress, while too slow cooling results in coarse grains. We should consider setting up reasonable “insulating risers” e “chill irons” to guide the casting to solidify in a “bottom-up, thin-to-thick” sequence, obtaining a dense and uniform internal structure.
Casting is only the “rough form”, and heat treatment is the key step to unlocking its potential.
3.1 Tailored Heat Treatment:
Abandoning the “one-size-fits-all” heat treatment model. We will develop precise normalizing, annealing, têmpera + tempering process curves based on different materials and performance requirements. Especially the quenching + high-temperature tempering (tempering after quenching), which can endow parts with excellent strength and toughness, is the “ace card” for enhancing fatigue resistance. Strict control of tempering temperature and time: Tempering is to eliminate quenching stress and obtain a stable structure. We must precisely control the tempering process, like carefully stewing soup, to ensure stable performance.
3.2 Application of surface strengthening technology:
3.2.1 Shot peening: This is the process we should popularize and strengthen the most at present. By using a high-speed stream of shots to impact the surface of the parts, plastic deformation occurs, forming a dense layer of compressive stress. Fatigue cracks are difficult to form and expand under pressure. This is like putting on a “tight bulletproof vest” on the surface of the parts.
3.2.2 Strengthening of holes and threads: For stress concentration areas such as bolt holes and threads, a special rolling process is used to introduce compressive stress on the surface, which can increase the fatigue life of these weak links several times.
Quality without inspection is just empty talk. We must establish a quality monitoring system throughout the process.
4.1 Full coverage of non-destructive testing:
For core parts leaving the factory, 100% magnetic particle or ultrasonic testing is conducted to ensure there are no internal cracks, cavidades de contração, or other fatal defects. This is the “final physical examination” before the product leaves the factory, and no negligence is allowed.
4.2 Establishment of quality traceability files:
For each batch, even for key parts, a full-process file from “furnace number – moldagem – tratamento térmico – usinagem – inspeção” is established. In case of any problems, the source can be quickly traced, the cause analyzed, and closed-loop management achieved.
4.3 Continuous improvement mechanism:
Regularly collect customer feedback during use, especially in cases of fatigue damage. Feed this first-hand information from the “battlefield” back to our design, production, and quality inspection departments as the most valuable basis for continuous optimization.
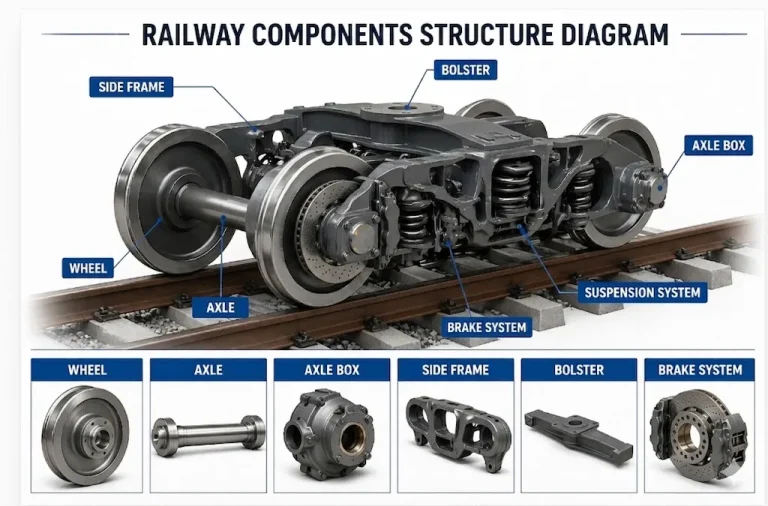
Improving the fatigue resistance of railway parts is not an overnight task and is not the responsibility of a single department. It is a systematic project that requires us to be meticulous in every link from design, smelting, fundição, tratamento térmico, usinagem, to inspection, and ensure that each link is closely connected.
Let’s implement the measures of this plan with the heart of a craftsman, persistently, and jointly forge safer, more reliable, and longer-lasting railway parts. This is not only the foundation of our enterprise but also our heavy responsibility and contribution to the national railway industry.
Luoyang Fonyo Indústrias Pesadas Co., Ltda, fundada em 1998, é fabricante de peças fundidas ferroviárias. Nossa fábrica ocupa uma área de 72.600㎡, com mais de 300 funcionários, 32 técnicos, incluindo 5 engenheiros seniores, 11 engenheiros assistentes, e 16 técnicos. Nossa capacidade de produção é 30,000 toneladas por ano. Atualmente, produzimos principalmente fundição, usinagem, e montagem para locomotiva, vagão, trens de alta velocidade, equipamento de mineração,energia eólica, etc..
Somos o fornecedor de peças ferroviárias para CRRC(incluindo mais de 20 empresas filiais e subsidiárias da CRRC), Máquinas de Engenharia Gemac, Grupo Sany, Indústrias Pesadas Cíticas, etc.. Nossos produtos foram exportados para a Rússia, os Estados Unidos, Alemanha, Argentina, Japão, França, África do Sul, Itália e outros países em todo o mundo.