Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

Gray (also spelled grey) iron has been around for centuries — and it’s still one of the most practical materials in железнодорожное литье today.
От корпуса коробки передач к Торцевая крышка тягового двигателя , it offers great castability и vibration damping at a reasonable cost.
But here’s the challenge: gray iron isn’t naturally strong or tough.
If we want it to perform better in demanding railway conditions, we need to tweak its structure and casting process. Let’s look at how foundries can do that step by step.

When trying to boost the strength of gray iron железнодорожное литье, a few issues often stand in the way:
Так, the real goal isn’t just “stronger iron” — it’s better control over what happens inside the mold.
Getting the chemistry right is the first step toward stronger gray iron.
| What We Want | How to Do It | Why It Works |
| More strength | Keep carbon equivalent (CE) around 3.3–3.6% | Helps form uniform graphite |
| More hardness | Add a bit of Mn, Cu, Sn, or Cr | Encourages pearlite instead of ferrite |
| Less brittleness | Keep sulfur and phosphorus low | Prevents hot cracking and segregation |
A practical recipe for strong железнодорожное литье (like HT300–HT350) is:
С: 3.1–3.3%, И: 1.8–2.2%, Мин.: 0.8–1.2%, Cu: 0.5–1.0%.
Inoculation might sound like a small detail, but it can make or break your casting quality.
It helps control how graphite forms — and finer, evenly distributed graphite means better strength and machinability.
To get it right:
Done well, inoculation gives you a stronger, cleaner casting with less scrap and better consistency.
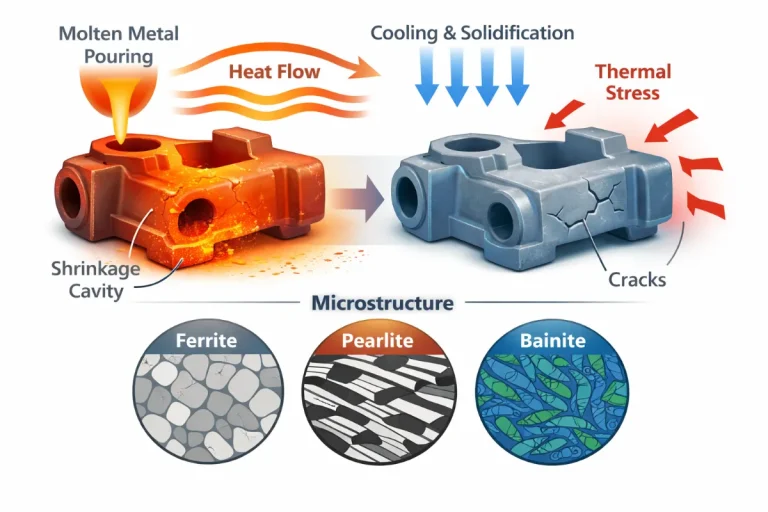
Cooling speed changes everything.
For railway parts, the sweet spot is somewhere in between.
You can:
This way, you end up with a fine, strong, pearlitic matrix without hurting machinability.

Heat treatment helps stabilize and fine-tune the structure.
Depending on the part, you can try:
| Процесс | Temperature | What It Does |
| Нормализация | ~900 °C | Refines pearlite and increases strength |
| Отжиг | ~850 °C | Relieves stress and improves machinability |
| Aging | 500–600 °C | Keeps dimensions stable during service |
Parts like тормозные диски, compressor housings, and machine bases benefit a lot from this step — especially when long-term reliability matters.
Окончательно, even with perfect chemistry, casting design matters.
Good foundry habits make strong castings repeatable — not just lucky.
В Лоянская компания Fonyo Heavy Industries Co., ООО, we know that building reliable gray iron railway castings isn’t about one big breakthrough.
It’s about all the small details working perfectly together.
By balancing the chemical composition, improving inoculation techniques, managing cooling rates, and applying the right heat treatment,
we turn ordinary gray iron into a tough, stable, and precise material that keeps trains running safely for years.
Please visit our website to get more information www.railwaypart.com
We Believe: Good metallurgy + smart foundry work = great railway castings,, please связаться с нами here.