Scansiona il codice WeChat per contattarci
Scansiona il codice WeChat per contattarci
Sentiti libero di inviarci un'e-mail e ti risponderemo il prima possibile.
Creare il futuro con cuore e anima

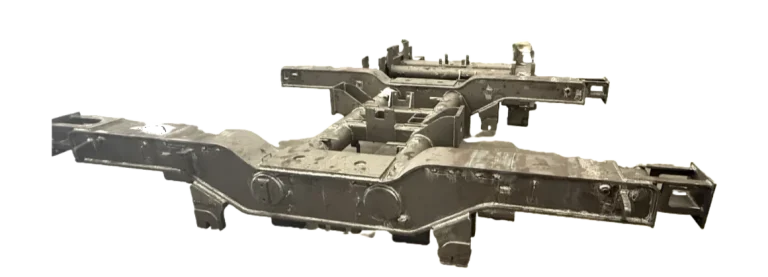
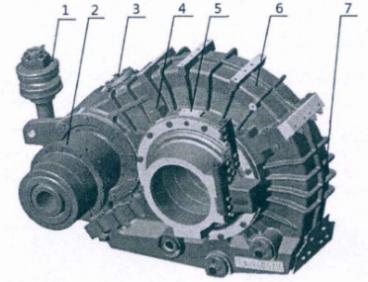
La nostra fabbrica ha una storia di oltre 20 anni nel settore della fusione. Per la produzione di pezzi fusi di precisione ci affidiamo in particolare alla tecnologia di fusione con processo V. The products made by this process have smooth surfaces and precise dimensions, making them particularly suitable for components with strict requirements, ad esempio boccole for railway inspection trains. Oggi, I will take you through the entire process of producing axle boxes in our factory and show you how an ordinary piece of iron is transformed into a component that ensures the safe operation of trains.

1.1 Any casting starts with a good mold. The mold for the axle box is a precisely machined wooden or metal mold that already presents the final shape of the axle box. Our experienced workers will carefully clean the mold surface to make it spotless and then evenly spray a layer of specially formulated release agent. This release agent is to ensure smooth demolding in the subsequent steps and to guarantee a smooth surface on the casting.
1.2 The next crucial step is the application of the membrane. We will cover the entire surface of the mold with a special plastic film (EVA film), just like applying a facial mask. How is it done? By heating and vacuuming. We use a dedicated heater to soften the film, making it highly extensible, and then use a vacuum device at the bottom of the mold to suck it tightly onto the mold. This film is the beginning of the “V” (Vacuum) essence of the V-process, which will eventually form the smooth surface of the casting.
2.1 The mold with the film applied is placed in a sandbox. The sandbox is usually divided into two halves (the upper box and the lower box). We place the treated mold in the lower box and then close the upper box.
2.2 Ora, it’s time to fill the sandbox with sand. We don’t use ordinary river sand but clean, dry quartz sand without any binders. When filling the sand, our workers operate a sand hopper to let the fine, dry sand flow evenly into the sand box, completely covering the mold. Allo stesso tempo, the back of the sandbox remains under continuous vacuum. This constant suction force, through the film, tightly “holds” the dry sand outside, instantly turning the loose sand into a solid mass. This process doesn’t require any binders; it’s all supported by vacuum, so there is no moisture or chemical additives in the sand, which is another key to the environmental friendliness and high quality of the V-process.
3.1 When the sand mold in the lower box is firmly set, we flip the upper box and carefully remove the plastic film from the mold. A questo punto, the smooth and clear cavity left by the film on the sand mold is the “home” of the future axle box.
3.2 Poi, we repeat the previous steps to make the sand mold for the upper box. After both the upper and lower boxes are ready, it’s the most exciting moment – “box assembly”. Workers, relying on their rich experience, precisely align the upper and lower boxes with positioning pins to form a complete and sealed cavity. The entire sand box’s vacuum system remains operational throughout the process to ensure the sand mold is as solid as a rock during pouring.
3.3 In the melting area, our steelworkers have already melted the raw materials according to the material requirements of the axle box (usually high-quality cast iron or cast steel) into boiling molten iron. When the temperature reaches the exact requirement, the molten iron is ladled out and steadily and evenly poured into the pouring gate. The scalding molten iron flows through the gating system and fills every corner of the cavity. Due to the negative pressure inside the cavity, it also helps the molten iron better fill the intricate structures, ensuring that the casting does not have underfill defects.
Dopo aver versato, what we need is patience. Let the casting cool naturally in the sand mold. This process allows the internal crystal structure of the metal to become more stable and dense. We will calculate the cooling time precisely based on the wall thickness and material of the casting. When the time is right, we will shut down the vacuum system. The previously hard sand mold instantly loses its “magic” and turns back into loose dry sand. With a gentle touch of tools, most of the sand flows away, and the rough casting of the axle box, which glows with a dark red sheen, is revealed. The process is very clean and efficient.
The newly “emerged” axle box is still a rough casting, with extra parts such as the gating system and venting system still attached. We call these “gates and risers”. Prossimo, the cleaning team will precisely cut off these extra parts with cutting machines, and then use angle grinders, sanding wheels, and other tools to grind, polish, and clean the casting, ensuring that every corner and every hole is smooth and flat.
Finalmente, e soprattutto, comes the inspection. The quality inspectors will, like judges, conduct strict checks on each axle box:
5.1 Visual inspection: Carefully examine the surface with the naked eye and a magnifying glass. There must be no cracks, pori, or adhered sand.
Controllo dimensionale: Use calipers, templates, and even coordinate measuring machines to verify each critical dimension. They must fully comply with the drawing requirements, as precision is the foundation of safety.
Internal inspection: For railway components, we will conduct random or full inspections using ultrasonic or radiographic testing, just like giving the casting a “B-ecografia” E “CT”, to ensure there are no hidden defects such as shrinkage cavities or inclusions inside.
Only those axle boxes that pass all these strict inspections will be marked as qualified, packaged, and stored, waiting to be assembled onto railway inspection trains to fulfill their mission.
The greatest feeling we get from producing axle boxes through the V-process is “pulito, precise, and efficient”. The entire production process is free of pungent chemical odors, requires no binders, and the sand can be recycled, making it very environmentally friendly. The castings come out with a smooth surface, almost eliminating the need for grinding, and the dimensions are stable, significantly reducing the workload of subsequent processing. With this mature process, we are responsible for every axle box that leaves the factory and contribute our share to the safe operation of trains as casting professionals.
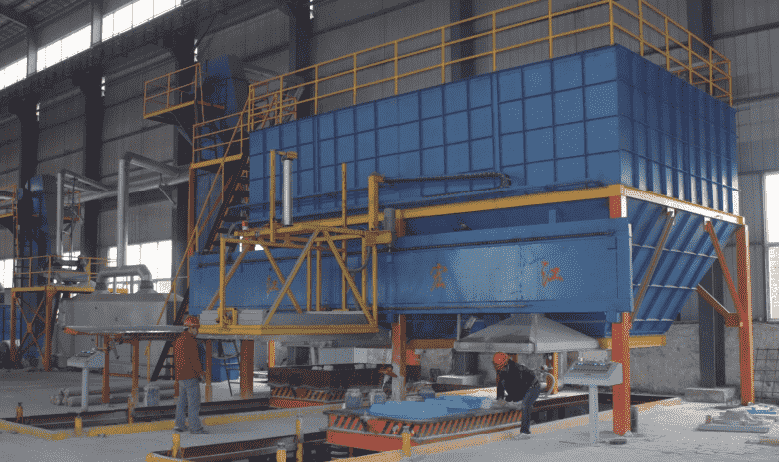
Luoyang Fonyo Heavy Industries Co., Ltd, fondata nel 1998, è un produttore di parti di fusione ferroviaria. La nostra fabbrica copre un'area di 72.600㎡, con più di 300 dipendenti, 32 tecnici, compreso 5 ingegneri senior, 11 ingegneri assistenti, E 16 tecnici. La nostra capacità produttiva è 30,000 tonnellate all'anno. Attualmente, produciamo principalmente fusione, lavorazione, e assemblaggio per locomotiva, vagone ferroviario, treni ad alta velocità, attrezzature minerarie, energia eolica, ecc.
Siamo la fornitura di componenti ferroviari a CRRC(compreso più di 20 filiali e controllate di CRRC),Macchine per l'ingegneria Gemac,Sanygroup, Industrie pesanti Citic, ecc. I nostri prodotti sono stati esportati in Russia, gli Stati Uniti, Germania, Argentina, Giappone, Francia, Sudafrica,Italia e altri paesi in tutto il mondo.