Scansiona il codice WeChat per contattarci
Scansiona il codice WeChat per contattarci
Sentiti libero di inviarci un'e-mail e ti risponderemo il prima possibile.
Creare il futuro con cuore e anima

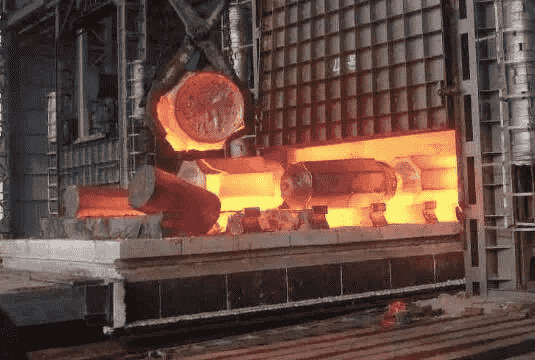
The birth of continuous casting technology was not accidental but an inevitable outcome of the metallurgical industry’s dual pursuit of efficiency and quality. And it is widely used in getti ferroviari, the core principle is to directly transform liquid metal into solid billets through a continuous cooling and solidification process, completely overturning the traditional multi-step mold casting mode of “ingot casting – heating – billet opening”.
In the 1950s, the University of Sheffield in the UK first proposed the concept of “continuous casting”, achieving the initial continuous casting of aluminum materials through water-cooled copper molds. Tuttavia, due to the limitations of the material’s high-temperature resistance and cooling control technology, this technology could only be initially applied in the field of non-ferrous metals. The real turning point emerged in Japan in the 1960s: Nippon Steel Corporation developed an arc-shaped continuous casting machine, which combined mold vibration and a secondary cooling spray system, raising the success rate of billet continuous casting from less than 70% to over 90%. This breakthrough not only shortened the production cycle but also raised the metal yield from 85% in mold casting to 92%, driving a “continuous casting” wave in the global steel industry.

The introduction of continuous casting technology in China began in the 1980s, initially mainly through the digestion and absorption of second-hand equipment. With the technological breakthroughs made by large steel mills such as Baosteel and Wuhan Iron and Steel, the continuous casting capacity increased from less than one million tons in 1985 A 120 million tons in 2000. In the railway field, the breakthrough in the adaptability of continuous casting technology is particularly crucial: the bogie bolster produced by traditional mold casting has internal shrinkage cavity defects, resulting in a fatigue life of less than 2 million kilometers for heavy-duty freight cars. After adopting continuous casting billets, through low superheat pouring and electromagnetic stirring technology, the internal grains of the castings were refined, e la vita a fatica è stata superata 3 milioni di chilometri, meeting the operational requirements of 30-ton axle load trucks.
The advantages of continuous casting technology lie in its “continuity” E “controllability”. Its core breakthroughs are concentrated in three major areas: mold control, temperature management and defect suppression, forming a technical closed loop for improving the quality of railway castings.
The mold is the “cuore” of the continuous casting machine, and its vibration mode directly affects the formation quality of the blank shell. Early fixed molds were prone to causing adhesion and leakage of the blank shell. Tuttavia, the introduction of sinusoidal vibration technology solved this problem: by controlling the amplitude (3-5mm) and frequency (200-400 times per minute) through a hydraulic servo system, a stable lubricating layer was formed between the blank shell and the mold wall. Ad esempio, after Baosteel’s 2300mm slab continuous casting machine adopted this technology, the surface vibration mark depth of the cast billet was reduced from 0.8mm to 0.3mm, and the surface defect rate was decreased by 60%.
Electromagnetic stirring technology enhances the flow of molten steel through non-contact electromagnetic force, eliminating component segregation. During the continuous casting process of E-grade steel for high-speed rail couplers, the rotating electromagnetic stirrer installed at the solidification end increased the uniformity of carbide distribution by 40%, and the impact toughness was raised from 20J to 25J, meeting the operational requirements in an extremely cold environment of -60℃.
The superheat of molten steel is an “invisible killer” that affects the quality of cast billets. Due to the long turnover time of the ladle in the traditional mold casting process, the superheat often fluctuates by ±15℃, resulting in severe center segregation of the cast billet. Continuous casting technology reduces the fluctuation range of superheat to ±5℃ through measures such as ladle covering and argon gas protection in the tunbag. Ad esempio, the 1780mm continuous casting machine of Panzhihua Iron and Steel Company adopts plasma heating of the tundish, which can compensate for the temperature loss of molten steel in real time, increasing the equiaxed crystal rate of the cast billet from 60% A 80% and enhancing the tensile strength by 15%.
The upgrade of the tunpacket metallurgical technology has further purified the molten steel: by installing slag retaining walls and filtration devices, the content of non-metallic inclusions has been reduced from 0.02% A 0.005%, significantly reducing the tendency of casting cracks.
Continuous casting technology has been deeply integrated into the entire production chain of railway castings, from bogies to couplings, from brake discs to wheel sets. Its application scenarios continue to expand and drive performance upgrades.
The traditional bogie bolster and side frame are made by sand casting, with the inner cavity composed of multiple sand cores joined together, which are prone to defects such as steps and flash. The continuous casting technology combined with the integral core mechanical core feeding process has achieved the “multi-piece integration” of the inner cavity sand core: the ester-hardened sodium silicate sand molding combined with the uniform structure of the continuous casting billet has increased the density of the casting by 8% and improved the fatigue resistance by 30%. Take a B+ grade steel bolster as an example. Its weight is 12% less than that of ordinary carbon steel parts, and the yield strength has been increased from 400MPa to 500MPa, perfectly meeting the upgrade requirements of heavy-duty trucks.

Come il “ancora di salvezza” di un treno, the coupler needs to withstand a tensile force of over 1,000 tonnellate. Continuous casting technology adopts a dual approach of material upgrading and process optimization: after E-grade steel replaces common carbon steel, combined with quenching and tempering heat treatment (quenching at 880℃ + tempering at 550℃), the low-temperature impact energy at -60℃ reaches over 15J. The combined application of secondary refining outside the furnace (LF+RH) and low superheat casting has reduced the grade of non-metallic inclusions from 2.0 A 1.0 and the crack rate from 0.3% A 0.02%. After the high-speed railway couplings on the Beijing-Harbin Line adopted this technology, the cumulative safe operation mileage exceeded 5 milioni di chilometri, and no breakage accident occurred.
With the development of railway freight transportation towards an axle load of 30 tons and a speed increase of 160km/h, continuous casting technology is evolving towards “near-final shape” E “intelligence”, injecting new impetus into the manufacturing of railway castings.
The double-roll thin strip continuous casting technology can directly produce 1-5mm thin strip steel, eliminating the billet opening process of traditional hot rolling and increasing production efficiency by three times. This technology has been applied to the production of high-strength steel thin plates for high-speed rail car bodies. The degree of grain refinement has been increased by 50% compared with the traditional process, and the yield strength fluctuation range has been reduced from ±20MPa to ±5MPa. Inoltre, the continuous casting technology of special-shaped billets, by optimizing the design of the mold, can directly produce complex cross-section billets such as H-shaped and I-shaped ones, providing the possibility for the integrated forming of steel used in railway Bridges.

The continuous casting process monitoring system based on 5G+AI collects real-time data such as the surface temperature of the cast billet and crack defects through machine vision, and dynamically adjusts parameters such as drawing speed and cooling water volume in combination with deep learning algorithms. The pilot project of Shougang Jingtang Company shows that this system has reduced the fluctuation range of billet quality to ±0.5% and lowered the energy consumption per ton of steel by 8%. In futuro, with the introduction of digital twin technology, the continuous casting production line will achieve a full closed-loop management of “virtual debugging – real-time optimization – manutenzione predittiva”, promoting the railway casting manufacturing to move towards the “zero defect” goal.
From the cast iron bolster of the steam locomotive era to the continuous casting coupler of the Fuxing bullet train, continuous casting technology has made a leap from “following” A “taking the lead” in appena mezzo secolo. Amid the waves of railway heavy load, high speed and intelligence, continuous casting technology will continue to evolve, providing solid support for building a safer, more efficient and greener railway transportation system.
Luoyang Fonyo Heavy Industries Co., Ltd, fondata nel 1998, è un produttore di parti ferroviarie in fusione. La nostra fabbrica copre un'area di 72.600㎡, con più di 300 dipendenti, 32 tecnici, compreso 5 ingegneri senior, 11 ingegneri assistenti, E 16 tecnici. La nostra capacità produttiva è 30,000 tonnellate all'anno. Attualmente, produciamo principalmente fusione, lavorazione, e assemblaggio per locomotiva, vagone ferroviario, treni ad alta velocità, attrezzature minerarie, energia eolica, ecc. I nostri prodotti sono stati esportati in Russia, gli Stati Uniti, Germania, Argentina, Giappone, Francia, Sudafrica, Italia e altri paesi.
Contatto: Stella Liu
E-mail: [email protected]
Whatsapp: +86-155-1535-1287