हमसे संपर्क करने के लिए WeChat कोड को स्कैन करें
हमसे संपर्क करने के लिए WeChat कोड को स्कैन करें
बेझिझक हमें एक ईमेल भेजें और हम यथाशीघ्र आपको उत्तर देंगे.
दिल और आत्मा से भविष्य का निर्माण करें

जैसे-जैसे हाई-स्पीड रेलवे परियोजनाओं का निर्माण गहराता जा रहा है, देश ने रेलवे पटरियों पर सख्त गुणवत्ता आवश्यकताओं को लागू किया है. The स्टील रेल रेलवे ट्रैक का एक प्रमुख घटक है, और उपयुक्त स्टील रेल वेल्डिंग तकनीक का चयन हाई-स्पीड रेलवे निर्माण की गुणवत्ता में सुधार करने में महत्वपूर्ण भूमिका निभाता है.
सामान्य स्टील रेल वेल्डिंग प्रौद्योगिकियों में एल्युमिनोथर्मिक वेल्डिंग तकनीक शामिल है, दबाव वेल्डिंग तकनीक, और फ्लैश वेल्डिंग तकनीक, दूसरों के बीच में. विभिन्न वेल्डिंग तकनीकों में अलग-अलग लागू दायरे होते हैं. हाई-स्पीड रेलवे रेल वेल्डिंग तकनीक के अनुप्रयोग को मानकीकृत करना और हाई-स्पीड रेलवे निर्माण के स्तर को बढ़ाना, यह पेपर सामान्य प्रकार की हाई-स्पीड रेलवे रेल वेल्डिंग तकनीक पर विस्तार से बताता है, उनके फायदे और नुकसान, हाई-स्पीड रेलवे रेल वेल्डिंग तकनीक के अनुप्रयोग का विश्लेषण करता है, और हाई-स्पीड रेलवे रेल वेल्डिंग प्रौद्योगिकी के अनुप्रयोग स्तर में सुधार के उपायों का प्रस्ताव करता है, हाई-स्पीड रेलवे निर्माण परियोजनाओं के लिए संदर्भ प्रदान करने के उद्देश्य से.

(1) एलुमिनोथर्मिक वेल्डिंग प्रौद्योगिकी
एलुमिनोथर्मिक वेल्डिंग तकनीक एक सामान्य उच्च गति है रेलवे रेल वेल्डिंग तकनीक. यह तकनीक स्टील रेल को वेल्ड करने के लिए एल्यूमीनियम पाउडर और भारी धातु ऑक्साइड के बीच रासायनिक प्रतिक्रिया से निकलने वाली गर्मी का उपयोग करती है. तकनीशियन एल्यूमिनोथर्मिक एजेंट को विशेष रूप से डिज़ाइन किए गए क्रूसिबल में रख सकते हैं और इसे प्रज्वलित कर सकते हैं, एल्युमिनोथर्मिक प्रतिक्रिया उत्पन्न करना. इस प्रक्रिया के दौरान, उच्च तापमान के कारण क्रूसिबल में मौजूद धातु पिघल सकती है, पिघला हुआ इस्पात बनाना, जिसे फिर रेल वेल्डिंग के लिए रेत के सांचे में निर्देशित किया जा सकता है.
एलुमिनोथर्मिक वेल्डिंग तकनीक के संचालन में सुविधाजनक होने और कम लागत होने के फायदे हैं. इसका लाभ यह है कि इसे स्टील रेल की मूल स्थिति में बड़े पैमाने पर ले जाने या स्टील रेल को तोड़ने की आवश्यकता के बिना वेल्ड किया जा सकता है।. तथापि, यह वेल्डिंग स्थल पर कास्टिंग संरचना द्वारा सीमित है, तापमान जैसे कारकों के कारण वेल्डिंग के बाद खराब व्यापक यांत्रिक गुणों और वेल्डेड रेल की गुणवत्ता और प्रदर्शन सुनिश्चित करने में कठिनाइयाँ होती हैं, वेल्ड का आकार, और मानव संचालन.
दबाव वेल्डिंग तकनीक और फ्लैश वेल्डिंग तकनीक की तुलना में, एल्युमिनोथर्मिक वेल्डिंग तकनीक में अनुप्रयोग के दौरान रेल फ्रैक्चर की संभावना सबसे अधिक होती है. इसलिए, यह तकनीक उन परिदृश्यों में उपयोग के लिए उपयुक्त है जहां हाई-स्पीड रेलवे रेल वेल्डिंग के लिए वेल्डिंग स्थान सीमित है या रेल फ्रैक्चर की आपातकालीन मरम्मत के लिए उपयुक्त है. इसके अलावा, तकनीशियनों को एल्यूमिनोथर्मिक वेल्डिंग तकनीक के अनुप्रयोग को मानकीकृत करने और हाई-स्पीड रेलवे रेल वेल्डिंग की गुणवत्ता में सुधार करने के लिए निरीक्षण और विश्लेषण करने की आवश्यकता है.
इस तकनीक को लागू करते समय निम्नलिखित समस्याएँ उत्पन्न हो सकती हैं.
① टूटना. क्रैकिंग से तात्पर्य रेल वेल्डिंग के दौरान वॉल्यूम संकुचन के कारण कास्टिंग में रिक्त स्थान या छेद के निर्माण से है. यह समस्या सीधे तौर पर अत्यधिक प्रीहीटिंग समय से संबंधित है स्टील रेल, उच्च तापमान की स्थिति में पिघले हुए स्टील का संकुचन, स्टील रेल के भीतर असमान तापमान वितरण, प्रीहीटिंग उपकरण का अनुचित उपयोग, उच्च तापमान पिघले हुए स्टील का अनुचित संचालन, वगैरह.
② सरंध्रता. पोरसिटी हाई-स्पीड रेलवे रेल वेल्डिंग में व्यापक और समान रूप से वितरित महीन गुहाओं को संदर्भित करती है. इस समस्या के उत्पन्न होने से वेल्ड सीम की गुणवत्ता और कॉम्पैक्टनेस और रेल संचालन की सुरक्षा पर नकारात्मक प्रभाव पड़ता है. इसका सीधा संबंध अपर्याप्त प्रीहीटिंग से है, अनुचित रेल गैप सफाई, रेत के सांचे की अनुचित सीलिंग, अत्यधिक रेल गैप, अपर्याप्त स्टील पानी की मात्रा, और अपर्याप्त स्टील जल शमन समय.
③ गैस छेद. गैस छेद रेल वेल्ड सीम के अंदर या सतह पर बनी गुहाओं को संदर्भित करते हैं, जो सीधे तौर पर वेल्डिंग प्रक्रिया के दौरान गैस के निकलने से संबंधित हैं, रेत के सांचे का प्रदर्शन, रेल वेल्डिंग की गुणवत्ता, और रेल वेल्डिंग अंत की सफाई.
④ समावेशन. हाई-स्पीड रेलवे रेल वेल्डिंग में एल्यूमिनोथर्मिक वेल्डिंग प्रौद्योगिकी अनुप्रयोगों में समावेशन एक आम समस्या है. यह समस्या सीधे वेल्ड सीम में स्लैग की उपस्थिति से संबंधित है, वेल्ड क्रॉस-सेक्शन में अशुद्धियाँ, रेत के सांचे की अनुचित सीलिंग, अत्यधिक रेल गैप, अपर्याप्त स्टील पानी की मात्रा, और अपर्याप्त स्टील जल शमन समय, जिसके कारण स्लैग रेत के सांचे में प्रवेश कर सकता है या वेल्ड सीम में रह सकता है, या रेत के सांचे से स्लैग को तुरंत निकलने से रोकें.
(2) दबाव वेल्डिंग प्रौद्योगिकी
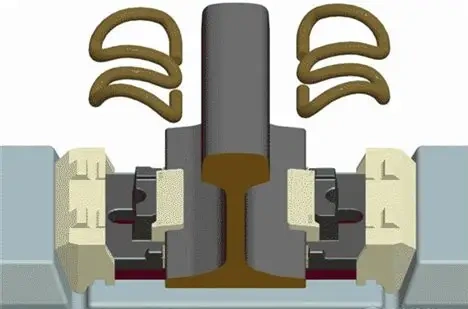
दबाव वेल्डिंग तकनीक मुख्य रूप से पहले से दबाए गए सिरों को गर्म करने के लिए ऑक्सीजन-एथेन के दहन से उत्पन्न उच्च तापमान वाली लौ का उपयोग करती है। स्टील रेल, उन्हें पिघली हुई या प्लास्टिक अवस्था में परिवर्तित करना और उन्हें जोड़ना. हाई-स्पीड रेलवे रेल की वेल्डिंग में दबाव वेल्डिंग तकनीक के अनुप्रयोग में कम ऊर्जा खपत की विशेषताएं हैं, उच्च दक्षता, कम लागत, और उत्कृष्ट वेल्डिंग गुणवत्ता. इसके अतिरिक्त, दबाव वेल्डिंग तकनीक के अनुप्रयोग के लिए रेल की स्थिति के बार-बार समायोजन की आवश्यकता नहीं होती है. इसमें तकनीशियनों को केवल रेल वेल्डिंग वातावरण के तापमान और संचालन के दौरान रेल के प्रतिरोध जैसे कारकों के आधार पर रेल के दोनों सिरों पर शीर्ष फोर्जिंग दबाव को नियंत्रित करने की आवश्यकता होती है।, जिससे पूर्व दबाव में वृद्धि होती है, वेल्डिंग सुरक्षा, और ताप प्रभाव, और हाई-स्पीड रेलवे रेल की वेल्डिंग गुणवत्ता में सुधार करना. इसलिए, यह तकनीक स्ट्रेचिंग लॉकिंग वेल्डिंग वातावरण में अनुप्रयोग के लिए अधिक उपयुक्त है (जहां वेल्डिंग प्रक्रिया के दौरान एक निश्चित खिंचाव बल होता है). तथापि, यह हाई-स्पीड रेलवे के विशिष्ट वातावरण और वेल्डिंग तकनीशियनों के परिचालन स्तर से बाधित हो सकता है, जिसके परिणामस्वरूप वेल्डिंग जोड़ की गुणवत्ता संबंधी समस्याएँ उत्पन्न होती हैं.
दबाव वेल्डिंग तकनीक में हीटिंग से पहले रेल अंत सतहों की सफाई की उच्च आवश्यकता होती है. इसके अतिरिक्त, ऑक्सीजन-एसिटिलीन दहन से उत्पन्न तापमान काफी हद तक निर्माण वातावरण और ऑक्सीजन और एसिटिलीन की सांद्रता से प्रभावित होता है. दबाव वेल्डिंग तकनीक रेल वेल्ड सतह को बाहरी ताप स्रोत से गर्म करती है, जिसके परिणामस्वरूप एक बड़ा वेल्डिंग हीटिंग क्षेत्र बन गया. वेल्डिंग प्रक्रिया के दौरान, संयुक्त सिरे के बीच संतुलित तापमान प्राप्त करना कठिन है, रेल की सतह, रेल के ऊपर और नीचे, और रेल के किनारे. इसलिए, दबाव वेल्डिंग तकनीक का अनुप्रयोग आकार सुनिश्चित करने में सक्षम नहीं हो सकता है, चिकनाई, और रेल वेल्डिंग जोड़ की समतलता, और तकनीशियनों को रेल आयाम जैसे डेटा के आधार पर शीर्ष फोर्जिंग राशि की गणना करने की आवश्यकता होती है, सामग्री, और रेल वेल्डिंग जोड़ की गुणवत्ता सुनिश्चित करने के लिए दबाव वेल्डिंग तापमान.
वर्तमान में, दबाव वेल्डिंग तकनीक के लिए सामान्य संचालन उपकरण एक बड़े पैमाने पर संख्यात्मक नियंत्रण दबाव रेल वेल्डिंग वाहन है. बड़े पैमाने पर संख्यात्मक नियंत्रण दबाव रेल वेल्डिंग वाहन एक क्लैंप-प्रकार क्लैंपिंग संरचना और एक ऑन-बोर्ड स्वचालित ऑपरेशन मोड को अपनाता है, जो पारंपरिक छोटे पैमाने के संख्यात्मक नियंत्रण दबाव वेल्डिंग उपकरण की परिचालन कमियों को प्रभावी ढंग से दूर कर सकता है और रेल वेल्डिंग जोड़ की ताकत में सुधार कर सकता है, वेल्डिंग संरचना की चिकनाई, और रेल की वेल्डिंग दक्षता, वेल्डिंग तकनीशियनों का कार्यभार कम करना. तथापि, बड़े पैमाने पर संख्यात्मक नियंत्रण दबाव रेल वेल्डिंग वाहन का संचालन अभी भी गर्मी स्रोत के रूप में ऑक्सीजन-एसिटिलीन दहन तापमान का उपयोग करता है, और वेल्डिंग प्रक्रिया के दौरान रेल के विभिन्न हिस्सों के बीच तापमान के अंतर को प्रभावी ढंग से संभालना मुश्किल होता है.
फ्लैश वेल्डिंग तकनीक रेल के माध्यम से एक बड़ी धारा प्रवाहित होने पर उत्पन्न प्रतिरोध गर्मी द्वारा रेल को वेल्ड करती है. वेल्डिंग प्रक्रिया के दौरान, बड़ी मात्रा में बिजली संसाधनों की खपत होती है, और आवेदन लागत अपेक्षाकृत अधिक है. फ्लैश वेल्डिंग तकनीक रेल के संयुक्त अंत चेहरों के तापमान को तेजी से बढ़ाने के लिए उच्च धारा का उपयोग करती है, उन्हें पिघली हुई या प्लास्टिक अवस्था में बनाना. रेलों को गर्म करने की प्रक्रिया के दौरान, प्रतिरोध ऊष्मा एक उपयुक्त तापमान क्षेत्र बनाती है और रेल के उच्च तापमान क्षेत्र की सुरक्षा के लिए एक तरल पुल का उपयोग करती है, रेल को मजबूती से जोड़ने के लिए शीर्ष फोर्जिंग ऑपरेशन के माध्यम से रेल के भीतर हानिकारक पदार्थों और अत्यधिक गर्म धातुओं को छोड़ने के उद्देश्य को प्राप्त करना.
फ्लैश वेल्डिंग तकनीक रेल कारखानों या हाई-स्पीड रेलवे रेल वेल्डिंग निर्माण स्थलों में उपयोग के लिए उपयुक्त है. वेल्डिंग की गुणवत्ता में प्रभावी ढंग से सुधार करने के लिए निर्माण स्थलों पर फ्लैश वेल्डिंग तकनीक के वास्तविक अनुप्रयोग को संख्यात्मक नियंत्रण तकनीक के माध्यम से स्वचालित रूप से और सटीक रूप से नियंत्रित किया जा सकता है, वेल्डिंग दक्षता, और हाई-स्पीड रेलवे रेल की निर्माण स्थिरता.
वर्तमान में, हाई-स्पीड रेलवे रेल वेल्डिंग में फ्लैश वेल्डिंग तकनीक के अनुप्रयोग ने धीरे-धीरे एलुमिनोथर्मिक वेल्डिंग तकनीक और दबाव वेल्डिंग तकनीक को बदल दिया है. फ्लैश वेल्डिंग तकनीक के व्यावहारिक अनुप्रयोग में, रेल के दो खंडों को जोड़ा जा सकता है और करंट प्रवाहित किया जा सकता है, संपर्क स्थिति को पिघलाने और एक तरल धातु बीम बनाने के लिए रेल में विद्युत ताप ऊर्जा उत्पन्न करना. इस प्रक्रिया के दौरान, दो रेलों के संपर्क अंतराल के बीच एक फ्लैश घटना घटित होती है, रेल को और गर्म करना और रेल क्रॉस-सेक्शन के प्रत्येक क्षेत्र के तापमान को संतुलित करना. एक ही समय पर, हीटिंग प्रक्रिया के दौरान रेल में कार्बन तत्व निकलते हैं, जो कुछ हद तक रेल वेल्डिंग सिरों की स्थिरता की रक्षा कर सकता है. इसके बाद, तकनीशियन आंतरिक धातु तरल को डिस्चार्ज करने और रेल को वेल्ड करने के लिए रेल की अंतिम सतह पर शीर्ष फोर्जिंग दबाव लागू कर सकते हैं.
हाई-स्पीड रेलवे रेल वेल्डिंग में फ्लैश वेल्डिंग तकनीक के अनुप्रयोग को निम्नलिखित मुद्दों पर ध्यान देना चाहिए.
① निर्माण के लिए सुविधा प्रदान करने के लिए वेल्डिंग प्रक्रिया के दौरान रोलिंग या रोलिंग रॉड प्रकार रेल स्लाइडिंग उपकरण का चयन किया जा सकता है. रोलिंग या रोलिंग रॉड प्रकार रेल स्लाइडिंग उपकरण रोलर्स के माध्यम से रेल से संपर्क करते हैं, जो उपकरण और रेल के बीच घर्षण को कम कर सकता है; रोलर-प्रकार रेल स्लाइडिंग उपकरण के अनुप्रयोग में, स्टील की छड़ों के नीचे लकड़ी के स्लीपर लगाए जाते हैं, और तल पर घर्षण गुणांक रेल और कंक्रीट के बीच के समान है. रेल वेल्डिंग के दौरान स्लाइडिंग उपकरण और रेल के बीच घर्षण बल को प्रभावी ढंग से नियंत्रित करना, तकनीशियन प्राथमिकता से रोलर-प्रकार के स्लाइडिंग उपकरण चुन सकते हैं.
तकनीशियन रेल के सिरों को धीरे से मोड़ने के लिए रेल झुकने की विधि का उपयोग कर सकते हैं, रेल वेल्डिंग जोड़ की सीधीता में सुधार करने और वेल्डिंग तनाव को कम करने के लिए थोड़ी सी वक्रता बनाना. एक ही समय पर, रेल झुकने की विधि का उपयोग करते समय, उन्हें वेल्डिंग जोड़ की सीधीता में बदलावों की बारीकी से निगरानी करने और वेल्डिंग जोड़ और रेल सिरों के झुकने वाले क्षेत्र के बीच की दूरी को सख्ती से नियंत्रित करने की आवश्यकता है.
③ फ्लैश वेल्डिंग तकनीक हाई-स्पीड रेलवे रेल की वेल्डिंग में डूबने की समस्या का सामना कर सकती है. तकनीशियन रेल जोड़ की भार-वहन क्षमता में सुधार करने और रेल संचालन की स्थिरता सुनिश्चित करने के लिए रेल की प्री-आर्चिंग डिग्री को उचित रूप से बढ़ा सकते हैं।. आम तौर पर, प्री-आर्चिंग डिग्री मान को लगभग नियंत्रित किया जा सकता है 0.2 मिमी.
(1) रेल वेल्डिंग प्रौद्योगिकी के चयन और अनुप्रयोग प्रक्रिया को सख्ती से नियंत्रित करें
रेल वेल्डिंग तकनीक चुनते समय, परिपक्वता जैसे विभिन्न कारक, विभिन्न रेल वेल्डिंग प्रौद्योगिकियों के अनुप्रयोग दायरे और आर्थिक लाभों पर पूरी तरह से विचार किया जाना चाहिए. कुशल रेल वेल्डिंग तकनीक का चयन करें, पसंदीदा विकल्प के रूप में स्वचालित और स्थिर वेल्डिंग गुणवत्ता. एक ही समय पर, रेल वेल्डिंग प्रौद्योगिकी के अनुप्रयोग प्रभाव को सत्यापित करने के लिए प्रौद्योगिकी को लागू करने से पहले छोटे पैमाने पर परीक्षण करें. परीक्षण डेटा की गणना के दौरान, वेल्डिंग तकनीक के अनुप्रयोग प्रभाव को सुनिश्चित करने के लिए वेल्डिंग जोड़ की ताकत प्रदर्शन और वेल्ड सीम की गुणवत्ता का मूल्यांकन करें. इसके अलावा, रेल वेल्डिंग के लिए तकनीकी अनुप्रयोग मानकों का विवरण दें, जैसे वेल्डिंग पैरामीटर सेटिंग्स, वेल्डिंग उपकरण का अनुप्रयोग, और वेल्डिंग प्रक्रिया की निगरानी, और वेल्डिंग प्रौद्योगिकी अनुप्रयोग की स्थिरता में सुधार के लिए कंप्यूटर सिस्टम के माध्यम से वास्तविक समय में प्रत्येक वेल्डिंग डेटा की निगरानी करें.
(2) रेल वेल्डिंग तकनीशियनों की व्यापक गुणवत्ता में सुधार के लिए निरीक्षण कार्य लागू करें
रेल वेल्डिंग जोड़ों और वेल्ड सीम की गुणवत्ता का निरीक्षण करने के लिए तकनीशियन अल्ट्रासोनिक परीक्षण और चुंबकीय कण परीक्षण जैसी गैर-विनाशकारी परीक्षण विधियों का उपयोग कर सकते हैं।, वेल्ड सीम सतह की समतलता सहित, वगैरह. Timely discover and handling of problems such as pores and slag in rail welding, and conducting mechanical performance tests such as tensile and bending tests on the rail welding joints to verify whether the strength and tensile force of the welding joint meet the requirements for high-speed railway track construction quality.
एक ही समय पर, organize rail welding technicians for technical training regularly to deepen their understanding of the principles of welding technology, the operation standards of welding technology, and the usage methods of welding equipment. They can also be evaluated and required to hold certificates for their positions. इसके अलावा, हाई-स्पीड रेलवे निर्माण विभाग उद्योग एक्सचेंजों और सेमिनारों में भाग लेने के लिए वेल्डिंग तकनीशियनों को व्यवस्थित कर सकता है ताकि वे नवीनतम वेल्डिंग तकनीक और उद्योग के रुझानों में महारत हासिल कर सकें।, और लगातार अपने पेशेवर कौशल में सुधार करें.
(3) रेल वेल्डिंग के प्रारंभिक चरण में इन्सुलेशन जोड़ों के इन्सुलेशन प्रदर्शन का परीक्षण करें, और रेल वेल्डिंग प्रबंधन लागू करें
प्रारंभिक चरण में रेल वेल्डिंग जोड़ों के इन्सुलेशन प्रदर्शन को सुनिश्चित करने के लिए उच्च गुणवत्ता वाली इन्सुलेशन सामग्री का चयन करें. इससे रेल के व्यापक यांत्रिक प्रदर्शन में सुधार हो सकता है. तकनीशियनों को मानक प्रक्रियाओं के अनुसार रेल के सिरों पर इन्सुलेशन जोड़ों को स्थापित करना चाहिए और बाहरी बल से इन्सुलेशन जोड़ों की स्थापना के दौरान इन्सुलेशन सामग्री की सुरक्षा पर ध्यान देना चाहिए. वेल्डिंग से पहले, इन्सुलेशन जोड़ों के विद्युत प्रदर्शन का परीक्षण करें, हाई-स्पीड रेलवे की डिज़ाइन आवश्यकताओं और रेल लेआउट आरेख के साथ संयुक्त, रेल वेल्डिंग की स्थिति और वेल्डिंग प्रक्रिया की सावधानीपूर्वक योजना बनाएं, और स्थिति को चिह्नित करें, वेल्डिंग तकनीक के अनुप्रयोग का मार्गदर्शन करने के लिए रेल लेआउट आरेख में वेल्डिंग जोड़ की लंबाई और वेल्डिंग पैरामीटर.
इसके अलावा, एक विस्तृत रेल वेल्डिंग निर्माण योजना तैयार करें, रेल वेल्डिंग में प्रत्येक तकनीशियन की कार्य जिम्मेदारियों को स्पष्ट रूप से परिभाषित करें, और रेल लेआउट आरेख और निर्माण योजना के अनुसार वेल्ड करने के लिए तकनीशियनों की निगरानी के लिए ऑन-साइट प्रबंधन लागू करें, और तकनीशियनों को संचालन के लिए मार्गदर्शन करें, रेल वेल्डिंग में समस्याओं को हल करने में उनकी मदद करना. हाई-स्पीड रेलवे की निर्माण इकाइयों को भी रेल वेल्डिंग के निर्माण मापदंडों और संचालन प्रक्रियाओं को सावधानीपूर्वक रिकॉर्ड करने की आवश्यकता है, जैसे वेल्डिंग का समय, मौजूदा, वोल्टेज, परेशान करने वाली शक्ति, वगैरह. यह बाद के स्टील रेल गुणवत्ता निरीक्षण और गुणवत्ता संबंधी मुद्दों के विश्लेषण के लिए आधार प्रदान करेगा. वे एक प्रभावी फीडबैक तंत्र स्थापित करने के लिए नियमित सारांश बैठकें भी आयोजित कर सकते हैं, रेल वेल्डिंग तकनीशियनों की राय और सुझाव एकत्र करें, रेल वेल्डिंग प्रौद्योगिकी के अनुप्रयोग अनुभव और कमियों का सारांश प्रस्तुत करें, रेल वेल्डिंग प्रौद्योगिकी और रेल वेल्डिंग निर्माण प्रबंधन योजनाओं को लगातार नवीनीकृत करें, रेल वेल्डिंग की गुणवत्ता में व्यापक सुधार लाने के लिए.
रेल वेल्डिंग प्रौद्योगिकियों की अनुप्रयोग विशेषताएँ और लागू दायरे, जैसे कि एल्युमिनोथर्मिक वेल्डिंग, दबाव वेल्डिंग, and flash welding, are different. Technicians should clearly understand the advantages and disadvantages of common high-speed railway rail welding technologies, master the application key points of aluminothermic welding, दबाव वेल्डिंग, and flash welding, as well as the fundamental causes of problems such as shrinkage cavities, gas pores, and slag inclusion in rail welding. They should strictly control the selection of rail welding technology and implement the inspection work after welding, strengthen the comprehensive quality training of welding technicians, fully consider the insulation performance of the insulation joints in the early stage of rail welding, implement the management of rail welding for high-speed railways, standardize the application of overall rail welding technology, and improve the safety and stability of high-speed railway operation.
लुओयांग फ़ोन्यो हेवी इंडस्ट्रीज कंपनी, लिमिटेड,1998 में स्थापित, रेलवे कास्टिंग पार्ट्स में एक निर्माता है। हमारा कारखाना 72,600㎡ के क्षेत्र को कवर करता है, से अधिक के साथ 300 कर्मचारी, 32 तकनीशियनों, शामिल 5 वरिष्ठ इंजीनियर, 11 सहायक अभियंता, और 16 तकनीशियन। हमारी उत्पादन क्षमता है 30,000 प्रति वर्ष टन. वर्तमान में, हम मुख्य रूप से कास्टिंग का उत्पादन करते हैं, मशीनिंग, और लोकोमोटिव के लिए असेंबली,रेलकार,हाई-स्पीड ट्रेनें, खनन उपकरण,पवन ऊर्जा,वगैरह.
हम सीआरआरसी को रेलवे पार्ट्स की आपूर्ति करते हैं(से अधिक भी शामिल है 20 सीआरआरसी की शाखा कंपनियाँ और सहायक कंपनियाँ), जेमैक इंजीनियरिंग मशीनरी, Sanygroup, सिटिक हेवी इंडस्ट्रीज, वगैरह. हमारे उत्पादों को रूस को निर्यात किया गया है, संयुक्त राज्य, जर्मनी, अर्जेंटीना, जापान, फ्रांस, दक्षिण अफ़्रीका, इटली और दुनिया भर के अन्य देश.
संपर्क जानकारी:
ईमेल:[email protected]
गतिमान:008615515321683