Scannez le code WeChat pour nous contacter
Scannez le code WeChat pour nous contacter
N'hésitez pas à nous envoyer un email et nous vous répondrons dans les plus brefs délais.
Créer l'avenir avec cœur et âme

En tant qu'élément porteur principal du bogie du véhicule ferroviaire, le traversin ferroviaire est généralement disposé de manière transversale “je” forme ou structure en forme de ventre de poisson. Sa position d'installation se situe entre le châssis de la carrosserie et le système d'essieux., et il est connecté au traversin poutre de la carrosserie de la voiture à travers une broche centrale. Cette conception en fait un moyeu clé pour supporter le poids de l'ensemble du véhicule et le transmettre à la piste.. En fonctionnement réel, le traversin doit non seulement supporter le poids statique de dizaines de tonnes de la caisse du train, mais doit également faire face à la charge d'impact dynamique générée lors du fonctionnement à grande vitesse – Par exemple, lorsque le train traverse la voie courbe à 300 kilomètres par heure, la force latérale exercée par le traversin peut atteindre plus de trois fois son propre poids. Ses fonctions essentielles peuvent être décomposées en trois dimensions: Premièrement, comme le “système nerveux central” pour transmission de charge, il répartit uniformément le poids de la carrosserie du véhicule sur les essieux montés des deux côtés, s'assurer que la différence de charge verticale supportée par chaque roue est contrôlée dans les limites 5%. Deuxièmement, en permettant au bogie de pivoter latéralement par rapport à la caisse du véhicule, le traversin devient un “articulation flexible” qui s'ADAPTE aux changements géométriques de la piste courbe, et l'amplitude du swing est généralement inférieure à ± 15 millimètres. Enfin, il, avec le groupe ressorts et les amortisseurs, forme un système d'absorption des chocs à plusieurs étages. Par déformation élastique, il absorbe l'énergie vibratoire provoquée par les irrégularités de la piste, maintenir l'accélération de la carrosserie du véhicule en dessous de 0,3 g et améliorer considérablement le confort des passagers.
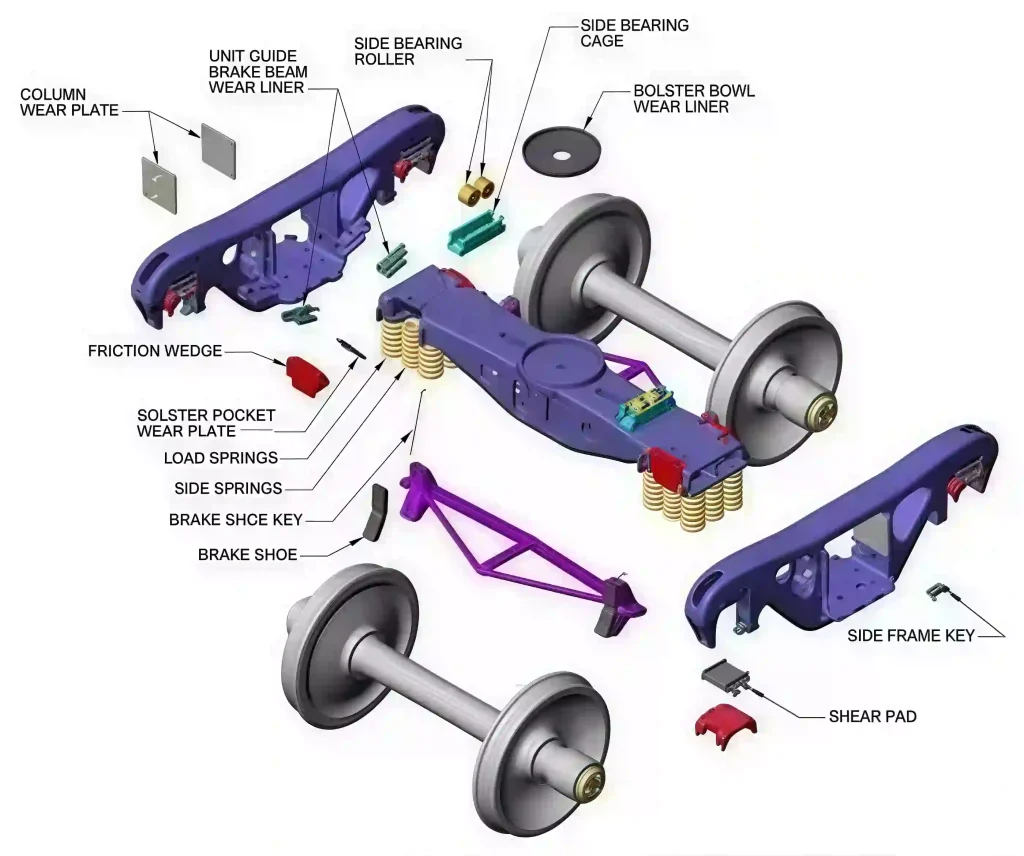
La conception structurelle des traversins modernes incarne pleinement l'intégration de la science des matériaux et de l'optimisation mécanique.. Leurs corps principaux sont généralement formés à partir d'acier allié à haute résistance par des procédés de moulage ou de soudage.. Prendre le type CR400BF “foutre” couchette de train à grande vitesse en Chine à titre d'exemple, sa poutre principale adopte une conception à section variable, avec la hauteur de la section médiane atteignant 320 millimètres et s'amincissant progressivement jusqu'à 180 millimètres aux deux extrémités. Ce changement de gradient rend la répartition des contraintes plus uniforme, et la valeur de contrainte équivalente maximale est contrôlée dans 60% de la limite d’élasticité du matériau. En termes de détails structurels, le traversin contient trois zones fonctionnelles clés: la poutre principale au milieu supporte la principale contrainte de flexion, et l'épaisseur de son âme varie en fonction du gradient de répartition des charges; Les pièces de connexion des cadres latéraux aux deux extrémités sont reliées aux cadres latéraux par l'intermédiaire de paliers lisses ou de joints en caoutchouc avec des matériaux autolubrifiants., obtenir des degrés de liberté de rotation autour de l'axe vertical. La zone d'interface du système de freinage intègre le siège du levier de frein et le siège de montage du cylindre de frein, s'assurer que la force de freinage est amplifiée de manière 1:3 rapport via le mécanisme à levier, puis transmis à l'ensemble de roues. Du point de vue des processus de fabrication, les soutiens traditionnels actuels peuvent être classés en deux catégories: Les traversins traditionnels en acier moulé adoptent un processus de moulage intégral. Bien qu'ils aient une efficacité de production élevée, il y a un risque de défauts de coulée. La traverse soudée est formée en soudant des plaques d'acier à haute résistance, avec une épaisseur de paroi réduite de 15% à 20%, et il est pratique de renforcer localement les zones porteuses de force clés.
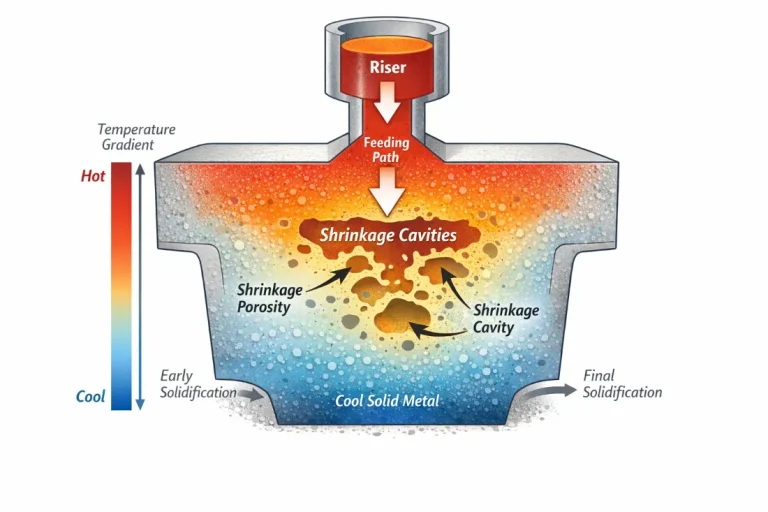
Les premiers renforts en acier moulé ont progressivement exposé trois goulots d'étranglement techniques majeurs au cours d'un service à long terme: Premièrement, les défauts inévitables, comme la porosité et la porosité de retrait à l'intérieur des pièces moulées, sont susceptibles d'induire des fissures de fatigue sous des charges alternées. Par exemple, dans un certain type d'accident de fracture de traverse de camion en Chine en 2005, l'analyse métallographique a révélé que la source de la fissure était située au niveau de la porosité dans la zone du point chaud de la pièce moulée.. Deuxièmement, la structure intégrale entraîne des coûts de maintenance élevés. Lorsque des fissures locales apparaissent, tout le support doit être remplacé, et le processus de réparation par soudage est susceptible de provoquer de nouveaux défauts de soudage. Enfin, l'uniformité de l'épaisseur de paroi des pièces moulées traditionnelles est médiocre, et l'espace pour la réduction de poids est limité. Par exemple, le poids propre d'un certain type de traverse en acier moulé peut atteindre 1.2 tonnes, tandis que celui d'une structure soudée peut être réduit à moins de 1 tonne. Ces limitations ont incité l'industrie à commencer à explorer de nouveaux procédés de fabrication au début du 21e siècle..
Entrer dans l’ère intelligente, la conception des oreillers à bascule subit une transformation de “portage passif” à “perception active”. En termes d'application de matériaux à haute résistance, la plate-forme allemande Siemens Velaro Novo adopte un acier à grains fins avec une limite d'élasticité de 800 MPa, combiné à une technologie d'optimisation de la topologie, permettant au traversin d'atteindre un 25% réduction de poids tout en répondant aux exigences de résistance. En termes d’innovation des procédés de fabrication, 3La technologie d'impression D a été appliquée au moulage d'une seule pièce de la structure complexe de la cavité interne du traversin.. Par exemple, le support de fabrication additive développé par le groupe américain GE Transportation élimine la zone affectée par la chaleur du soudage traditionnel grâce au processus de fusion laser sur lit de poudre, augmentant la durée de vie en fatigue de 40%. Ce qui mérite davantage d'attention, c'est l'intégration de la technologie de surveillance intelligente.. Alstom de France a intégré un réseau de capteurs à réseau de Bragg à fibre dans son train à grande vitesse Avelia Horizon pour collecter des données de déformation et de température des éléments clés de la traverse en temps réel.. Combiné avec des algorithmes d'apprentissage automatique, la prévision de la durée de vie en fatigue est atteinte, et le taux de précision de l'alerte précoce en cas de panne atteint 92%.

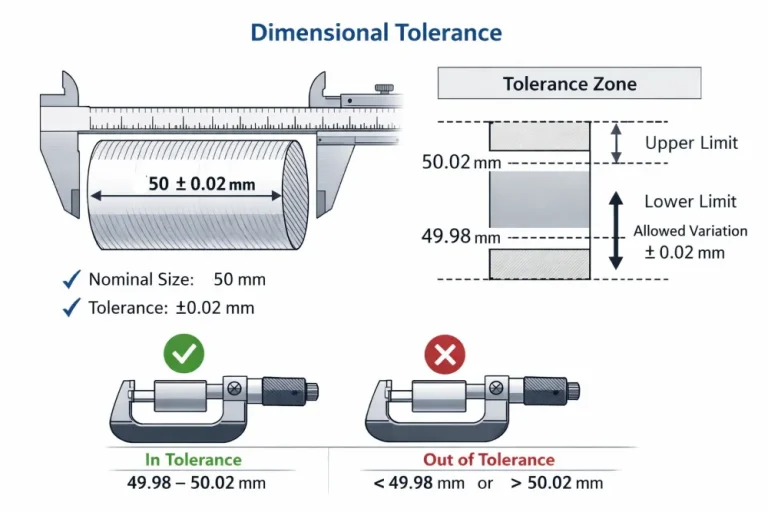
Le système ferroviaire chinois a établi un ensemble complet de normes de maintenance pour renforcer la maintenance. Le cycle de maintenance est divisé en deux niveaux en fonction du kilométrage opérationnel: entretien de section et entretien d'usine. Le cycle de maintenance des sections est 200,000 kilomètres, impliquant principalement le nettoyage des surfaces, inspection par magnétoscopie pour détecter les fissures, et mesure dimensionnelle des pièces clés. Le cycle de réparation en usine est 1.6 millions de kilomètres. Le traversin doit être entièrement démonté, et des tests par ultrasons multiéléments et des tests de dureté doivent être effectués. Prenons l'exemple de l'inspection du bolster du CRH380B EMU, le processus d'inspection comprend quatre maillons principaux: Premièrement, un détecteur de défauts de particules magnétiques fluorescentes est utilisé pour conduire 100% inspection de couverture en surface, en mettant l'accent sur la vérification de la zone de transition du congé au niveau de la connexion du cadre latéral. Deuxièmement, un détecteur de défauts à ultrasons immergé dans l'eau est utilisé pour détecter les défauts internes. La fréquence de la sonde est de 5 MHz, et la vitesse de numérisation ne dépasse pas 50 millimètres par seconde. Alors, des tests de dureté sont effectués sur des pièces clés telles que le trou central de la goupille et le siège du levier de frein, avec les valeurs de dureté requises pour être dans la plage de 240 à 280HBW. Enfin, un test de flexibilité en rotation a été réalisé. Un appareil dédié a mesuré le moment de résistance en rotation de la traverse autour de l'axe vertical pour s'assurer qu'il ne dépassait pas 120% de la valeur de conception.
L'analyse des pannes d'un certain type de support EMU à grande vitesse dans 2018 a fourni une leçon importante pour l’industrie: La traverse défaillante présentait des vibrations latérales excessives à 800,000 kilomètres d'exploitation. Après démontage et inspection, il a été constaté que la fissure provenait du coin de transition de la connexion du cadre latéral, avec une longueur de fissure de 120 millimètres. Une analyse plus approfondie par éléments finis montre que le rayon de congé de conception d'origine de cette zone n'est que R10., ce qui donne un coefficient de concentration de contraintes locales de 2.8, ce qui est bien supérieur à la limite de fatigue du matériau. Pour résoudre ce problème, l'équipe de conception a adopté deux mesures d'amélioration: augmenter le rayon du congé à R25 et réduire le coefficient de concentration de contraintes en dessous 1.5; En même temps, La technologie de renforcement des chocs laser est adoptée pour former une couche de contrainte de compression résiduelle d'une profondeur de 0.8 millimètres sur la surface du congé, augmenter la limite de fatigue de 35%. Ce cas a conduit l'industrie à établir une spécification de conception d'optimisation basée sur la théorie de la tolérance aux dommages., exigeant que le coefficient de concentration de contraintes des pièces clés ne dépasse pas 2.0 et mettre en œuvre obligatoirement le procédé de renforcement par choc laser.
Avec le développement du transport ferroviaire vers des vitesses plus élevées et une plus grande intelligence, la technologie des oreillers présente trois tendances de pointe: En termes d'allègement des matériaux, Kawasaki Heavy Industries du Japon a développé un renfort en matériau composite renforcé de fibre de carbone, qui est formé par un processus de moulage par transfert de résine sous vide. A condition de conserver la même rigidité, il permet une réduction de poids de 40%. Actuellement, ce produit est entré dans la phase de chargement et de test sur des trains d'essai à une vitesse de 350 kilomètres par heure. En termes d'intelligence, le système de contrôle actif du traversin développé par Siemens en Allemagne ajuste la rigidité du traversin en temps réel grâce à des actionneurs piézoélectriques intégrés, réduire l'accélération des vibrations latérales du train lors du passage dans les virages en 30%. Cette technologie a réalisé un test sur route réelle de 200 000 kilomètres sur le train ICE4. En termes de conception modulaire, le “bogie intégré” Le concept proposé par Alstom de France conçoit la traverse et le cadre latéral sous forme d'unités modulaires pouvant être rapidement démontées et assemblées., réduisant le nombre de pièces de connexion, accroître l'efficacité de la fabrication en 25%, tout en réduisant simultanément le coût total du cycle de vie en 15%. Ces innovations indiquent que le futur support ne sera pas seulement une structure porteuse mais également un nœud clé pour parvenir à une perception intelligente., contrôle actif et exploitation adaptative des trains.

Luoyang Fonyo Heavy Industries Co., Ltée, fondée en 1998, est un fabricant de pièces ferroviaires en fonte. Notre usine couvre une superficie de 72 600㎡, avec plus de 300 employés, 32 techniciens, y compris 5 ingénieurs supérieurs, 11 ingénieurs adjoints, et 16 techniciens. Notre capacité de production est 30,000 tonnes par an. Actuellement, nous produisons principalement du moulage, usinage, et montage pour locomotive, wagon, trains à grande vitesse, équipement minier, énergie éolienne, etc.. Nos produits ont été exportés vers la Russie, les États-Unis, Allemagne, Argentine, Japon, France, Afrique du Sud, Italie et autres pays.
Contact: Stella Liu
E-mail: [email protected]
WhatsApp: +86-155-1535-1287