Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

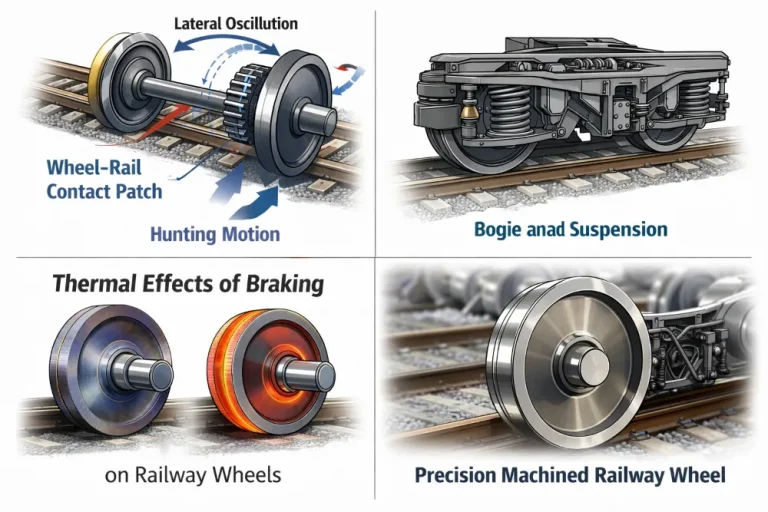
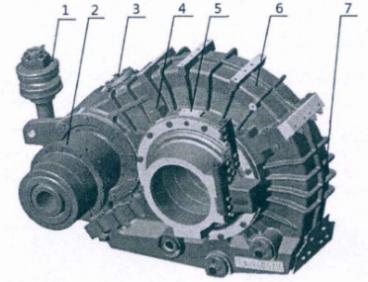
Железнодорожные редукторы – это “основные концентраторы” для передачи мощности поезда и необходимости стабильной работы в условиях высокочастотной вибрации, ударные нагрузки и колебания температуры. Традиционный процесс изготовления серого чугуна склонен к образованию трещин в зонах концентрации напряжений, таких как основания зубьев и корпуса подшипников, из-за присущей ему хрупкости. – предел прочности составляет всего около 200 МПа., а структура чешуйчатого графита похожа на “источник микротрещин”. Кроме того, традиционная термическая обработка (например, нормализация) приводит к стрессовому дисбалансу “твердый снаружи и хрупкий внутри”, ускорение распространения усталостных трещин. Сочетание этих двух факторов делает коробку передач склонной к отслаиванию поверхности зубьев и растрескиванию корпуса коробки передач., со сроком службы всего 3 к 5 годы, что стало ключевым узким местом для долговечности железнодорожной техники. Чтобы преодолеть это затруднительное положение, необходимо начать с модификации материала и оптимизации термической обработки, чтобы достичь цели 15-20 длительный срок службы коробок передач.

Обычный серый чугун имеет значительные дефекты хрупкости при применении в железнодорожных редукторах., с пределом прочности всего около 200 МПа. Во время эксплуатации железной дороги, редукторы должны выдерживать высокочастотные вибрации, ударные нагрузки и температурные колебания. Чешуйчатая графитовая структура традиционного чугуна похожа на “источник микротрещин” в матрице, и склонен к возникновению трещин в зонах концентрации напряжений, таких как корни зубьев и корпуса подшипников.. Например, при длительной эксплуатации высокоскоростных железнодорожных редукторов, из-за недостаточной прочности традиционного чугуна, часто возникают такие проблемы, как отслаивание поверхности зубов и растрескивание коробочки., приводящие к преждевременному выходу из строя оборудования и влияющие на безопасность эксплуатации поездов и затраты на техническое обслуживание.
Традиционные процессы литья и термообработки трудно удовлетворить строгим требованиям, предъявляемым к железнодорожным редукторам.. Хотя нормализующая обработка может повысить твердость поверхности., ядро имеет недостаточную прочность, что приводит к явлению неравномерного распределения напряжений “твердый снаружи и хрупкий внутри”. В условиях переменной нагрузки и повышенной вибрации железных дорог., эта неровность ускорит распространение усталостных трещин и сократит срок службы редукторов.. Кроме того, традиционные процессы имеют ограниченный контроль над морфологией графита.. Чешуйчатый графит расщепляет матрицу, снижение общей усталостной прочности материала и затруднение выполнения требований эксплуатации железных дорог на большие расстояния и с высокой интенсивностью..
Как “сердце” передачи энергии поезда, железнодорожные коробки передач уже давно ограничены традиционным мастерством: предел прочности обычного серого чугуна составляет всего около 200 МПа., и структура чешуйчатого графита, как “собственный источник трещин” в матрице, склонен к образованию трещин в зонах концентрации напряжений, таких как основания зубьев и корпуса подшипников, под воздействием высокочастотной вибрации и ударных нагрузок.. Традиционный процесс нормализации в дальнейшем приводит к стрессовому дисбалансу “твердый снаружи и хрупкий внутри”, ускоряющие распространение усталостных трещин и ограничивающие срок службы коробок передач до 3 к 5 годы, что сложно удовлетворить строгим требованиям высокоскоростных и тяжеловесных железных дорог к длительному сроку службы и высокой надежности.
В ответ на высокие требования к производительности железнодорожных редукторов, современные процессы позволяют улучшить качество материалов за счет модификации легирования. После добавления таких элементов, как никель и хром, чугунная матрица образует мартенситно-бейнитную композиционную структуру, и предел прочности увеличивается до более чем 300 МПа.. Никель перерабатывает зерно, препятствует укрупнению графита, и улучшает однородность материала. Хром повышает прокаливаемость и обеспечивает однородную структуру редукторов с толстым и большим поперечным сечением.. Данная модификация существенно повышает контактную усталостную прочность поверхности зубьев железнодорожных коробок передач в условиях высокоскоростной и тяжелой нагрузки., эффективно задерживает возникновение трещин и продлевает цикл обслуживания оборудования.
Процесс изотермической закалки — важнейший прорыв в термической обработке современных железнодорожных коробок передач.. Этот процесс включает нагрев чугуна до аустенитной зоны, а затем быстрое погружение его в соляную ванну при температуре 250-350 ℃ для формирования бейнитной структуры, богатой высокоуглеродистым аустенитом.. Эта структура сочетает в себе высокую прочность мартенсита с вязкостью графита., повышение ударной вязкости коробки передач за счет 50% и повышение вязкости разрушения до 1.8 раз больше, чем традиционные процессы. В чрезвычайно холодных условиях железных дорог или в сценариях с внезапными изменениями температуры., Редукторы с изотермической закалкой по-прежнему сохраняют превосходную ударопрочность., при этом скорость роста трещины снижается на 70%, существенное повышение эксплуатационной надежности оборудования.
Разница в сроке службы между традиционным и современным мастерством по существу заключается в инновациях в концепциях борьбы с трещинами.. Традиционный чугун имеет короткий срок возникновения трещин из-за расщепления графита в матрице.. Современный легированный чугун замедляет инициирование за счет улучшения микроструктуры., а пластичная матрица, образованная в результате изотермической закалки, эффективно предотвращает распространение трещин.. Этот “пресекать проблемы в зародыше” конструкция продлила срок службы железнодорожных редукторов по сравнению с традиционными 3 к 5 лет до 15 к 20 лет в сложных условиях труда, добиться прыжка с “пассивное обслуживание” к “активное долголетие”, и предоставление прочной гарантии безопасной и эффективной эксплуатации высокоскоростных и тяжеловесных железных дорог..

От модификации материала до оптимизации термообработки, тот “код долголетия” современных железнодорожных редукторов заключается в инновационности всей цепочки процессов. Это нововведение не только повышает производительность отдельных параметров, но и, за счет глубокой связи генов материала и параметров процесса, обеспечивает высокую надежность редукторов в экстремальных условиях работы, таких как высокая скорость, тяжелая нагрузка, и колебания температуры, написание технологической главы о долговечности железнодорожной техники.
Лоянская компания Fonyo Heavy Industries Co., ООО, основан в 1998, является производителем литых железнодорожных деталей. Наша фабрика занимает площадь 72 600 кв.м., с более чем 300 сотрудники, 32 техники, включая 5 старшие инженеры, 11 помощники инженера, и 16 техники. Наша производственная мощность составляет 30,000 тонн в год. В настоящее время, в основном мы производим литье, механическая обработка, и сборка для локомотива, вагон, высокоскоростные поезда, горное оборудование, энергия ветра, и т. д.. Наша продукция экспортируется в Россию., Соединенные Штаты, Германия, Аргентина, Япония, Франция, ЮАР, Италия и другие страны.
Контакт: Стелла Лю
Электронная почта: [email protected]
WhatsApp: +86-155-1535-1287