Digitalize o código WeChat para entrar em contato conosco
Digitalize o código WeChat para entrar em contato conosco
Sinta-se à vontade para nos enviar um e-mail e responderemos o mais breve possível.
Criando o futuro com coração e alma

V Processo de Fundição (also known as vacuum molding casting) is not a new technology, but in practice it has become more relevant as casting requirements move toward tighter dimensional control and more consistent surface quality.
In heavy industrial production, especially railway components and large structural castings, we often reach a point where conventional sand casting starts to show its limitations. Variations in sand preparation, binder control, and mold stability begin to accumulate as part size increases. This is usually where the V process becomes an alternative worth considering.
At its core, V process casting is still sand casting. The difference is not in the metal or even the basic mold concept, but in how the mold is stabilized.
Instead of relying on chemical binders to hold sand together, the process uses dry sand and a plastic film. The film is heated and formed tightly against the pattern surface. Once vacuum is applied, atmospheric pressure locks the dry sand in place. The mold behaves like a rigid structure, even though there is no binder inside it.
Do ponto de vista da engenharia, this changes the system behavior quite a lot. You remove binder-related gas generation, but you introduce dependency on vacuum stability and film quality. Em outras palavras, the control variables shift from chemistry to equipment and process stability.
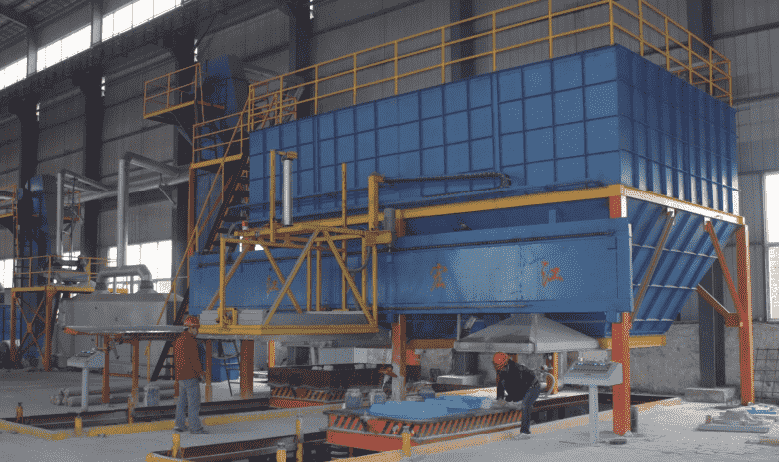
If you look at an actual production line, the process is relatively straightforward, but each step has its own sensitivity.
The first critical step is the film forming stage. The plastic film must fully conform to the pattern. Any wrinkle or incomplete contact will directly appear on the casting surface later, because the mold surface is essentially a mirror of the film.
After that, dry sand is filled into the flask. There is no binder here, which is why the sand must be consistent in grain size and moisture level. Once the upper film is sealed and vacuum is applied, the entire mold becomes stable under negative pressure.
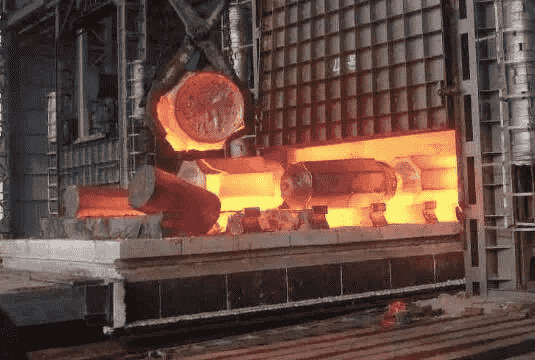
Pouring itself does not differ significantly from conventional sand casting, but the mold stability depends entirely on maintaining vacuum throughout the process. Any fluctuation is immediately reflected in the final casting quality.
After solidification, vacuum is released and the sand collapses naturally. This makes shakeout relatively easy compared to resin-bonded systems.
In real production, V process casting is not chosen because it is “advanced”, but because it behaves more predictably under certain conditions.
One of the most noticeable improvements is surface consistency. Since the mold surface is defined by the plastic film rather than sand grains and binders, variation is reduced. For components that require machining afterward, this often translates into more stable machining allowance.
Dimensional repeatability is another practical advantage. When producing medium to large batch components, especially structural parts, the variation between castings tends to be lower compared to traditional sand systems.
There is also a reduction in gas-related defects, mainly because no chemical binder is used. No entanto, this does not eliminate defects entirely. It simply shifts the dominant factors toward gating design and process control.
V process casting is not universally better. Na verdade, in some cases it introduces new sensitivities.
The process depends heavily on vacuum integrity. If the sealing or vacuum system is not stable, the mold can lose rigidity during pouring. This is not a theoretical issue; it is something that shows up in real production as dimensional deviation or surface inconsistency.
Another limitation is geometry suitability. Very small or highly intricate parts do not benefit much from this process, because the cost of setup and control outweighs the advantages.
So in practice, it is usually selected for medium to large castings where consistency matters more than extreme geometric complexity.
If we compare V process casting with traditional sand casting, areia de resina, or lost foam, it is not really a matter of superiority.
It is more about where the control variables sit.
In resin sand systems, the key challenge is chemical stability of the binder.
In lost foam, pattern behavior during pouring becomes critical.
In V process, the main focus shifts to vacuum stability and film forming quality.
Each system solves a different type of problem. V process simply reduces chemical variability and replaces it with mechanical and equipment-based control.
In railway applications, V process casting is typically used for structural or semi-structural components where dimensional consistency and surface quality are important, but not at the level of precision casting.
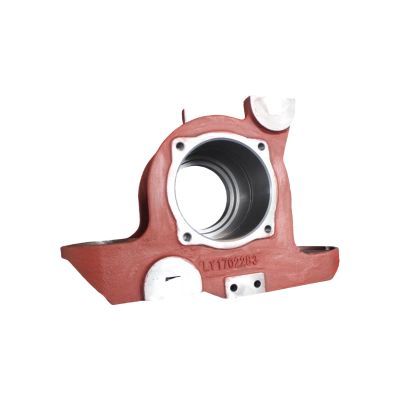
This includes housing-type components, structural supports, and certain load-bearing parts where machining allowance needs to remain stable across batches.
In heavy machinery, similar logic applies. Large housings, corpos de bomba, and structural frames are common applications. These are not components where extreme geometric complexity is required, but rather where stability and repeatability are more important than fine detail.
In V process casting, defects are often not new types of problems, but familiar problems with different causes.
Gas-related defects are reduced, but not eliminated. When they occur, they are usually linked to gating design or pouring conditions rather than sand quality.
Surface issues are more often related to film forming quality. If the film is not properly applied, the defect will be reproduced directly on the casting surface.
From a process control perspective, most quality issues are therefore pushed upstream to pattern preparation and vacuum stability rather than post-processing.

From an engineering decision standpoint, V process casting is usually considered when three conditions start to overlap.
The part is large enough that traditional sand casting variation becomes noticeable.
The production volume justifies investing in stable tooling and vacuum systems.
And machining consistency becomes a cost driver.
Outside of these conditions, conventional sand casting or other methods may still be more practical.
One point that often gets underestimated is that V process casting is highly dependent on operational control.
Having equipment is not enough. The stability of vacuum systems, consistency of film application, and sand handling discipline all determine final quality.
Na prática, experienced foundries do not treat it as a standalone process. It is usually integrated with other casting methods depending on part structure and production requirements.
No Luoyang Fonyo Heavy Industry Co., Ltda., we apply multiple casting processes, including V process, areia de resina, e fundição de espuma perdida, depending on the geometry and performance requirements of railway and heavy industrial components. The decision is always based on engineering suitability rather than process preference.