हमसे संपर्क करने के लिए WeChat कोड को स्कैन करें
हमसे संपर्क करने के लिए WeChat कोड को स्कैन करें
बेझिझक हमें एक ईमेल भेजें और हम यथाशीघ्र आपको उत्तर देंगे.
दिल और आत्मा से भविष्य का निर्माण करें

रेल पारगमन उपकरण निर्माण में, की गुणवत्ता रेल कास्टिंग इसका सीधा संबंध ट्रेन संचालन की सुरक्षा और स्थिरता से है. तथापि, रफ मशीनिंग के बाद उत्पन्न गड़गड़ाहट उद्योग में लगातार दर्द का कारण बनी हुई है. ये प्रतीत होने वाले छोटे धातु के उभार तनाव एकाग्रता का स्रोत बन सकते हैं और यहां तक कि घटक फ्रैक्चर का कारण भी बन सकते हैं. यह लेख, उत्पादन स्थलों से व्यावहारिक उदाहरणों पर चित्रण, प्राप्त करने वाली पांच मुख्य प्रक्रियाओं का विस्तृत विश्लेषण प्रदान करेगा “शून्य गड़गड़ाहट” मशीनिंग, अंतर्निहित तकनीकी तर्क और परिचालन विवरण का खुलासा.

रेल पारगमन उपकरण कारखाने की ग्राइंडिंग वर्कशॉप में, 58-वर्षीय मास्टर ली झुक गये, एक जटिल ढलाई के किनारे को वायवीय ग्राइंडर से सावधानीपूर्वक पीसना. उनकी निगाहें चप्पे-चप्पे पर टिकी रहीं, उसकी उँगलियाँ ढलाई की आकृति के साथ फुर्ती से घूम रही थीं. जिस क्षण ग्राइंडर का संपर्क धातु से हुआ, चिंगारियाँ उड़ीं और धातु के टुकड़े गिरे.
“यह कास्टिंग बोगी का एक प्रमुख घटक है. इसकी संरचना अत्यंत जटिल है, और मशीनें कोनों को संभाल नहीं सकतीं,” मास्टर ली ने कहा, ढलाई पर एक खांचे की ओर इशारा करते हुए. “हाथ से पॉलिश करना अनुभव और अनुभव पर निर्भर करता है, और दबाव को धातु की कठोरता और गड़गड़ाहट के आकार के अनुसार समायोजित किया जाना चाहिए।” वह चक्की पीसने की मशीन रखता था, एक दशक पुराना, चमचमाती चमक के लिए पॉलिश किया गया. “आजकल युवा सीखना नहीं चाहते, यह सोचकर कि यह गंदा और थका देने वाला है, लेकिन कुछ नौकरियों में वास्तव में शारीरिक श्रम की आवश्यकता होती है।”
हालाँकि मैन्युअल पॉलिशिंग अप्रभावी है (एक जटिल कास्टिंग में दो से तीन घंटे लग सकते हैं) और कार्यकर्ता के अनुभव पर निर्भर करता है, अनियमित आकार और पतली दीवार वाले हिस्सों जैसी विशेष संरचनाओं को संभालते समय यह अपूरणीय है. एक अवसर पर, यूरोप के लिए नियत हाई-स्पीड रेल कास्टिंग के एक बैच में डिज़ाइन परिवर्तन के कारण किनारे की संरचना में अचानक बदलाव आया था, स्वचालित उपकरणों के लिए अनुकूलन करना कठिन बना दिया गया है. अंत में, मास्टर ली की पॉलिशर्स की टीम ने इस प्रक्रिया को मैन्युअल रूप से संभाला, समय पर डिलीवरी सुनिश्चित करना.
मैनुअल पॉलिशिंग कार्यशाला के विपरीत, निकटवर्ती स्वचालित सैंडब्लास्टिंग कार्यशाला में छह सैंडब्लास्टिंग मशीनें कुशलतापूर्वक काम कर रही हैं. कन्वेयर बेल्ट कास्टिंग को एक सीलबंद सैंडब्लास्टिंग कक्ष में पहुंचाते हैं. उच्च दबाव वाली हवा क्वार्ट्ज रेत का छिड़काव करती है (80-120 जाल) की गति से सतह पर 80 मीटर प्रति सेकंड, तुरंत बिखरने वाली गड़गड़ाहट.
“सैंडब्लास्टिंग न केवल गड़गड़ाहट को जल्दी से हटा देती है बल्कि सतह की ऑक्साइड परत को भी साफ कर देती है,” कार्यशाला प्रबंधक वांग ने कहा, नियंत्रण कक्ष की ओर इशारा करते हुए. “हम ग्रिट का आकार समायोजित करते हैं, स्प्रे दबाव, और विभिन्न सामग्रियों की कास्टिंग को समायोजित करने के लिए कोण।” उदाहरण के लिए, एल्यूमीनियम मिश्र धातु कास्टिंग संसाधित करते समय, ग्रिट का आकार समायोजित किया जाता है 120 जाल और दबाव कम हो जाता है 0.4 सतह की क्षति से बचने के लिए एम.पी.ए. उच्च-कार्बन स्टील कास्टिंग संसाधित करते समय, ग्रिट का आकार समायोजित किया जाता है 80 जाल, और दबाव को समायोजित किया जाता है 0.6 पूर्ण गड़गड़ाहट हटाने को सुनिश्चित करने के लिए एमपीए.
स्वचालित सैंडब्लास्टिंग है 5-10 मैन्युअल सैंडब्लास्टिंग से कई गुना अधिक कुशल, और रेत को पुनर्चक्रित किया जा सकता है (के साथ 95% पुनर्प्राप्ति दर), महत्वपूर्ण लागत लाभ प्रदान करना. तथापि, इंजीनियर वांग ने सीमाएं भी नोट कीं: “सैंडब्लास्टिंग के बाद, कास्टिंग की सतह खुरदरापन Ra6.3-12.5μm तक पहुंच जाएगी. यदि ग्राहक को उच्च फिनिश की आवश्यकता है, बाद में पॉलिशिंग की आवश्यकता होती है।”

ताप उपचार कार्यशाला में, कास्टिंग की पंक्तियों को धीरे-धीरे एनीलिंग भट्ठी में डाला जाता है. भट्ठी का तापमान धीरे-धीरे 880°C तक बढ़ जाता है, जहां इसे 500 डिग्री सेल्सियस तक ठंडा करने और भट्ठी से निकालने से पहले तीन घंटे तक रखा जाता है. यह गड़गड़ाहट को कम करने में महत्वपूर्ण कदम है - गोलाकार एनीलिंग प्रक्रिया.
“कास्टिंग और रफ मशीनिंग प्रक्रियाओं के दौरान कास्टिंग आंतरिक तनाव उत्पन्न करती है. ये तनाव कास्टिंग के भीतर छिपे टाइम बम की तरह हैं,” तकनीशियन जिओ झांग ने समझाया. “एनीलिंग उच्च तापमान पर कास्टिंग को संरचनात्मक परिवर्तन से गुजरने की अनुमति देता है, इन आंतरिक तनावों को दूर करना।” एनीलिंग वक्र की ओर इशारा करते हुए, उन्होंने जोड़ा, “तापमान नियंत्रण ±5°C तक सटीक होना चाहिए, और समय त्रुटि अधिक नहीं होनी चाहिए 10 मिनट; अन्यथा, एनीलिंग प्रभाव काफी कम हो जाएगा।”
उदाहरण के तौर पर हाई-स्पीड रेल गियरबॉक्स कास्टिंग लें. एनीलिंग से पहले, रफ मशीनिंग के बाद गड़गड़ाहट की दर उतनी ही अधिक थी 15%. गोलाकार बनाने के बाद 880°C पर एनीलिंग 3 घंटे, गड़गड़ाहट दर से कम हो गया 3%. एक अवसर पर, एक उपकरण की खराबी के कारण एनीलिंग तापमान में 900 डिग्री सेल्सियस तक उतार-चढ़ाव हो गया, जिसके परिणामस्वरूप कास्टिंग में विकृति आ जाती है और अंततः यह नष्ट हो जाती है, जिसके परिणामस्वरूप सैकड़ों हजारों युआन का नुकसान हुआ.
कुछ उच्च-शक्ति कास्टिंग के लिए, जैसे हाई-स्पीड रेल एक्सल, अकेले एनीलिंग पर्याप्त नहीं है; उम्र बढ़ने के उपचार की भी आवश्यकता होती है. एक अन्य ताप उपचार भट्टी में, कास्टिंग को 200°C तक गर्म किया जाता है, के लिए आयोजित किया गया 8 घंटे, और फिर हवा से ठंडा किया गया. “उम्र बढ़ने का उपचार अवशिष्ट तनाव को और भी खत्म कर सकता है और यह विशेष रूप से उच्च शक्ति के लिए उपयुक्त है, उच्च-कठोरता कास्टिंग,” इंजीनियर लाओ ली ने कहा. “हमने एक बार आयातित मिश्र धातु इस्पात धुरों के एक बैच को संसाधित किया था. एनीलिंग के बाद, उनमें अभी भी गड़गड़ाहट की दर थी 5%. उम्र बढ़ने के बाद, गड़गड़ाहट दर 0.5% से नीचे गिर गई।” उन्होंने इस बात पर जोर दिया कि उम्र बढ़ने के तापमान और समय को सामग्री के अनुसार समायोजित करने की आवश्यकता है. उदाहरण के लिए, एल्यूमीनियम मिश्र धातु कास्टिंग के लिए उम्र बढ़ने का तापमान आमतौर पर 170-190 डिग्री सेल्सियस होता है 4-8 घंटे.
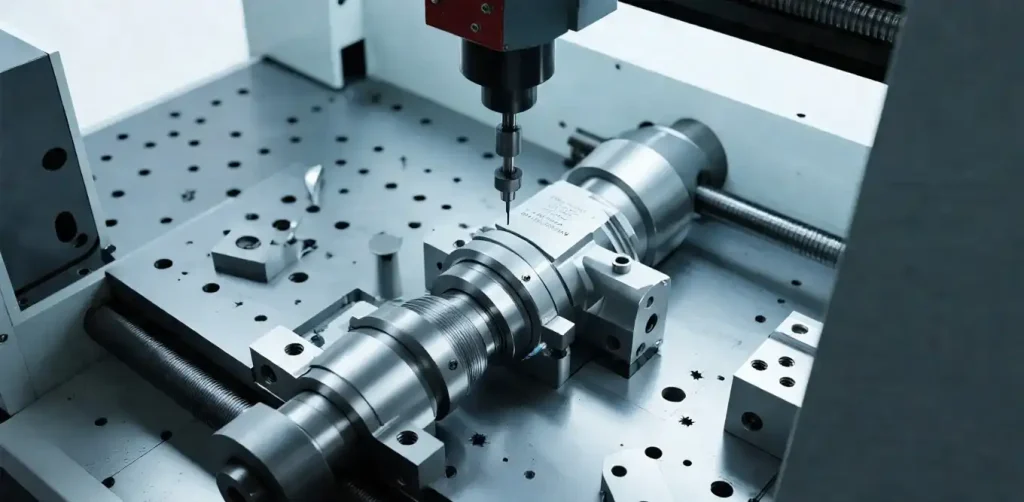
सीएनसी मशीनिंग कार्यशाला में, आठ सीएनसी मिलिंग मशीनें उच्च गति से काम कर रही हैं. ऑपरेटर जिओ वांग कंप्यूटर स्क्रीन को देख रहा है, मशीनिंग मापदंडों को समायोजित करना. यह सटीक ट्रिमिंग के लिए मुख्य उपकरणों में से एक है.
“सीएनसी मिलिंग सभी सामग्रियों की कास्टिंग के लिए उपयुक्त है, एल्यूमीनियम मिश्र धातु से लेकर उच्च कार्बन स्टील तक,” जिओ वांग ने कहा. “हम प्रोग्रामिंग के माध्यम से मिलिंग कटर के प्रक्षेप पथ को नियंत्रित करते हैं, की सटीकता प्राप्त करना 0.01 मिमी.” हाई-स्पीड रेल ब्रेक डिस्क कास्टिंग की प्रक्रिया की ओर इशारा करते हुए, उसने कहा, “सुचारू फिनिश सुनिश्चित करने के लिए इस किनारे पर आर्क ट्रांज़िशन को सीएनसी मिल्ड किया जाना चाहिए; अन्यथा, ब्रेकिंग प्रदर्शन प्रभावित होगा.”
सीएनसी मिलिंग के फायदे इसके लचीलेपन और सटीकता में निहित हैं, लेकिन इसकी भी सीमाएँ हैं. उदाहरण के लिए, गहरी गुहाओं या पतली दीवार वाले भागों की मशीनिंग करते समय, मिलिंग कटर में कंपन होने का खतरा होता है, जिसके परिणामस्वरूप सतह का खुरदरापन बढ़ गया है. इन मामलों में, फ़ीड दर कम की जानी चाहिए या छोटे कटर का उपयोग किया जाना चाहिए.
सीएनसी मिलिंग वर्कशॉप के निकट, लेजर कटिंग वर्कशॉप झटकेदार यांत्रिक शोर से मुक्त है, केवल हल्की भिनभिनाहट की ध्वनि के साथ. एक उच्च-ऊर्जा लेजर किरण (शक्ति: 2000डब्ल्यू) कास्टिंग की सतह पर तेजी से चलता है, साफ किनारों को तुरंत काटना.
“लेजर कटिंग गैर-संपर्क है और कोई यांत्रिक तनाव उत्पन्न नहीं करता है, इसे पतली कास्टिंग के लिए विशेष रूप से उपयुक्त बनाता है,” इंजीनियर लाओ चेन ने समझाया. “उदाहरण के लिए, यह हाई-स्पीड रेल साइडवॉल कास्टिंग केवल 3 मिमी मोटी है. लेजर कटिंग 0.1 मिमी या उससे कम की बढ़त लंबवतता सुनिश्चित करती है, और गर्मी प्रभावित क्षेत्र की चौड़ाई 0.5 मिमी से कम है।” कटे हुए नमूने की ओर इशारा करते हुए, उसने कहा, “इस किनारे को देखो! यह टोफू को चाकू से काटने जितना साफ है. किसी और प्रक्रिया की आवश्यकता नहीं है.”
सीएनसी मिलिंग की तुलना में लेजर कटिंग दो से तीन गुना अधिक कुशल है, लेकिन उपकरण महंगा है (ऊपर 5 प्रति यूनिट मिलियन युआन) और सामग्री के प्रति संवेदनशील है. उदाहरण के लिए, अत्यधिक परावर्तक तांबा मिश्र धातु कास्टिंग की लेजर कटिंग के लिए तरंग दैर्ध्य समायोजन या अवशोषक कोटिंग के अनुप्रयोग की आवश्यकता होती है; अन्यथा, काटने की गुणवत्ता ख़राब हो जाएगी.
गुणवत्ता निरीक्षण प्रयोगशाला में, इंस्पेक्टर जिओ झांग एएसटीएम ई290 बेंड परीक्षण आयोजित करता है. वह एक संसाधित कास्टिंग नमूना सुरक्षित करता है (50×20×5मिमी) परीक्षण मशीन पर और धीरे-धीरे झुकने वाला बल लगाता है जब तक कि नमूना मुड़ न जाए 180 डिग्री.
“यह परीक्षण एक 'शारीरिक परीक्षण' की तरह है’ कास्टिंग का, सीधे किनारे की अखंडता की पुष्टि करना,” जिओ झांग ने कहा. “यदि किनारे पर दरारें या टूटन हैं, इसका मतलब है कि इलाज ठीक से नहीं किया गया।” परीक्षण परिणामों की ओर इशारा करते हुए, उसने कहा, “कास्टिंग के एक हालिया बैच में झुकने के बाद अक्षुण्ण सतह दिखाई दी 180 डिग्री, स्वीकार्य गुणवत्ता का संकेत. तथापि, पिछले बैच में माइक्रोक्रैक विकसित हुए थे 120 अत्यधिक सैंडब्लास्टिंग दबाव के कारण डिग्री, और हमने तुरंत इसे पुन: प्रसंस्करण के लिए वापस कर दिया।”
एएसटीएम ई290 परीक्षण मापदंडों को मानक का कड़ाई से पालन करना चाहिए: 2 मिमी/मिनट की झुकने की गति और 30 मिमी का समर्थन बिंदु अंतर. एक अवसर पर, एक ऑपरेटर ने गलती से समर्थन बिंदु अंतर को 35 मिमी तक समायोजित कर दिया, जिसके परिणामस्वरूप परीक्षा परिणाम में विसंगति हुई. स्वीकृति को पारित करने के लिए अंततः पुनः परीक्षण की आवश्यकता थी.

उत्पादन स्थल पर, इंजीनियर उत्पादन प्रक्रिया में पाँच प्रमुख प्रक्रियाओं को एकीकृत कर रहे हैं. रफ मशीनिंग के बाद प्रारंभिक पीसने से, तनाव से राहत के लिए ताप उपचार, सटीक ट्रिमिंग और कठोर गुणवत्ता निरीक्षण के लिए, प्रत्येक लिंक बारीकी से जुड़ा हुआ है.
“'शून्य गड़गड़ाहट' हासिल करना’ यह एकल प्रक्रिया समाधान नहीं है; इसके लिए एक व्यवस्थित दृष्टिकोण की आवश्यकता है,” मुख्य अभियंता लाओ लियू ने कहा. “उदाहरण के लिए, एक निश्चित प्रकार की हाई-स्पीड रेल बोगी कास्टिंग को संसाधित करते समय, हम गड़गड़ाहट को हटाने के लिए पहले सैंडब्लास्ट करते हैं (उच्च दक्षता के लिए), फिर तनाव दूर करने के लिए एनील करें (बाद के प्रसंस्करण के दौरान विरूपण को रोकने के लिए), फिर किनारों को ट्रिम करने के लिए सीएनसी मिलिंग का उपयोग करें (परिशुद्धता सुनिश्चित करने के लिए), और अंततः ASTM E290 परीक्षण पास करें (गुणवत्ता सुनिश्चित करने के लिए). पूरी प्रक्रिया के दौरान, गड़गड़ाहट की दर आरंभिक स्तर से कम हो गई है 20% 0.2% से नीचे।”
उन्होंने इस बात पर जोर दिया कि प्रक्रिया एकीकरण को लागत और दक्षता को संतुलित करना चाहिए. उदाहरण के लिए, बड़ी मात्रा में साधारण कास्टिंग के लिए, सैंडब्लास्टिंग का एक संयोजन + annealing + लेजर कटिंग का उपयोग किया जा सकता है; जबकि छोटी मात्रा के लिए, उच्च परिशुद्धता कास्टिंग, मैनुअल पॉलिशिंग का एक संयोजन + उम्र बढ़ने का इलाज + सीएनसी मिलिंग अधिक उपयुक्त है.
लुओयांग फ़ोन्यो हेवी इंडस्ट्रीज कंपनी, लिमिटेड, 1998 में स्थापित, यह कास्ट रेलवे पार्ट्स का निर्माता है. हमारा कारखाना 72,600㎡ क्षेत्र को कवर करता है, से अधिक के साथ 300 कर्मचारी, 32 तकनीशियनों, शामिल 5 वरिष्ठ इंजीनियर, 11 सहायक अभियंता, और 16 तकनीशियनों. हमारी उत्पादन क्षमता है 30,000 प्रति वर्ष टन. वर्तमान में, हम मुख्य रूप से कास्टिंग का उत्पादन करते हैं, मशीनिंग, और लोकोमोटिव के लिए असेंबली, रेलकार, हाई-स्पीड ट्रेनें, खनन उपकरण, पवन ऊर्जा, वगैरह. हमारे उत्पादों को रूस को निर्यात किया गया है, संयुक्त राज्य, जर्मनी, अर्जेंटीना, जापान, फ्रांस, दक्षिण अफ़्रीका, इटली और अन्य देश.
संपर्क: स्टेला लियू
ईमेल: [email protected]
WhatsApp: +86-152-3615-7103