Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

As a core component of the railway transportation system, the quality of train wheels directly affects the safety, efficiency, and lifespan of trains. Cast wheels, due to their excellent comprehensive mechanical properties and high economic efficiency, have become the preferred choice in heavy-haul and railway fields. However, their manufacturing process involves multiple precise and strict technical requirements, including material selection, structural design, casting process, heat treatment, and non-destructive testing, among others. Only through strict control throughout the entire process can the high reliability and long lifespan of the wheels be guaranteed during actual operation.
1.1 The material of the wheels must have high strength, hardness, and wear resistance. At the same time, the manufacturers also consider good toughness and fatigue resistance. Currently, high-carbon low-alloy steels are widely used, such as the R7, R8, R9 series in European standards, or CL60, ER8, ER9 in Chinese standards. The carbon content is typically between 0.55% and 0.65%, with the addition of silicon, manganese, chromium, and other alloy elements to enhance hardenability and comprehensive mechanical properties.
1.2 In addition to strictly adhering to chemical composition standards, the microstructure is also crucial. The ideal microstructure should be fine lamellar pearlite. So it can avoid the presence of network-like pre-eutectic ferrite or large carbides, as these would significantly affect the wheel’s wear resistance and resistance to contact fatigue. Therefore, from steelmaking to casting, every step must strictly control the material’s purity, gas content, and non-metallic inclusions.
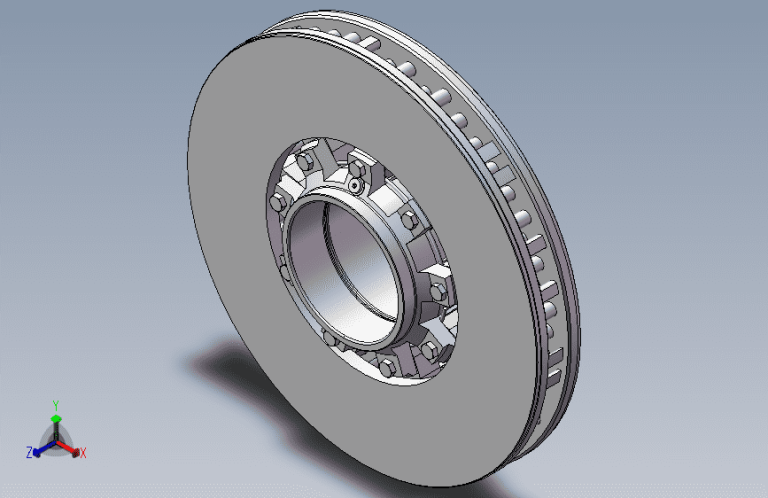
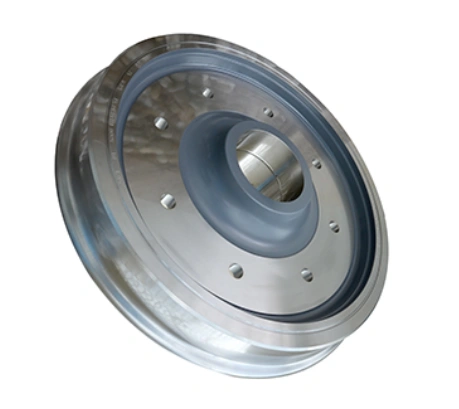
2.1 The structural design of the wheels must balance mechanical rationality, operational stability, and manufacturing feasibility. It mainly consists of the rim, spokes, and hub. The rim, which directly contacts the rails, must strictly comply with the profile standards set by the country or the International Union of Railways (UIC) for the tread contour, flange height, and thickness to ensure guiding performance through curves and reduce derailment risks.
2.2 The spokes are supporting structure connecting the rim and the hub. So they need to have good bending resistance and fatigue resistance. Common designs include S-shaped and wavy shapes, which can effectively buffer vibrations and impacts during operation.
2.3 In terms of dimensional accuracy, the key dimensions of the finished wheels, such as diameter, flange thickness, and rim width, typically need to be controlled within ±0.5 mm. So it can ensure correct fit with the rails and smooth train operation.
3.1 Casting is the fundamental step that determines the performance of the wheels. Currently, gravity casting or centrifugal casting are the mainstream methods. Centrifugal casting is widely adopted due to its ability to significantly increase metal density and mechanical properties. During the pouring process, the temperature of the molten steel (generally controlled between 1480°C and 1520°C) must be strictly controlled to avoid defects such as coarse grains due to excessively high temperatures or insufficient filling due to low temperatures.
3.2 In addition, parameters such as mold design and preheating, pouring speed, and centrifuge speed all need to be precisely controlled. Modern wheel casting often uses computer simulation technology to predict potential problems such as shrinkage cavities, porosity, or hot cracks during the casting process, thereby optimizing the process and improving the first-pass qualification rate.
4.1 After casting, the wheels must undergo appropriate heat treatment to adjust their microstructure and properties, mainly including normalizing, quenching, and tempering. Normalizing aims to refine grains and eliminate casting stresses; quenching obtains a high-hardness martensitic microstructure through rapid cooling; and tempering reduces brittleness and improves toughness, stabilizing the microstructure.
4.2 The heating rate, holding temperature and time, cooling medium and rate during heat treatment must be set according to the wheel material and size. For example, some high-strength wheels use isothermal quenching to obtain a lower bainite microstructure, achieving both high hardness and good toughness.
To ensure that each wheel is free of internal defects, comprehensive non-destructive testing must be conducted. Commonly used methods include ultrasonic testing (UT), magnetic particle testing (MT), and eddy current testing (ET). Ultrasonic waves can effectively detect internal cracks, inclusions, shrinkage cavities and other defects, while magnetic particle and eddy current testing are mainly used for identifying surface and near-surface defects.
In addition to non-destructive testing, destructive tests should also be conducted on samples from the same batch of wheels, including tensile tests, impact tests, hardness tests and metallographic analysis, to ensure that their mechanical properties and microstructure meet the standard requirements.
Wheels need to maintain stable performance under different climatic conditions, track conditions and operating loads. For example, in cold regions, they need to have low-temperature impact toughness; in high-speed operation environments, they need to have excellent resistance to thermal damage and rolling contact fatigue. Therefore, in addition to the control of the above manufacturing processes, their durability should also be verified through bench tests and actual operation evaluations.
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in railway casting parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment,wind power,etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC),Gemac Engineering Machinery,Sanygroup, Citic Heavy Industries,etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries all over the world.
Contact Information:
Email:sales@railwaypart.com
Mobile:008615515321683