Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

Coated sand casting has a long history in the field of casting and produces a large number of casting parts; however, when producing precision cast steel parts using castable sand casting, many problems arise: sticking (scabbing), cold separation, and air holes. How to solve these problems remains to be further explored.
1.1 Characteristics of castable sand: It has suitable strength performance; good fluidity, resulting in clear contours of the sand mold and core, dense structure, capable of manufacturing complex cores; the surface quality of the sand mold (core) is good, with surface roughness reaching Ra = 6.3 – 12.5 μm, dimensional accuracy reaching CT7 – CT9 grade; good collapsibility, and the castings are easy to clean.
1.2 Application scope: Castable sand can be used to make both molds and cores; the mold or core made of castable sand can be used either in combination or in conjunction with other molds (cores); it can be used not only for gravity casting or low-pressure casting of metals, but also for iron mold castable sand casting, and for hot centrifugal casting; it can be used not only for the production of cast iron and non-ferrous alloy castings, but also for the production of cast steel parts.

2.1. Castable sand is generally composed of refractory materials, binders, curing agents, lubricants, and special additives.
(1) Refractory materials are the main component of castable sand. The requirements for refractory materials are: high refractoriness, low volatiles, relatively round particles, and solid. Generally, natural washed silica sand is selected. The requirements for silica sand are: high SiO2 content (for cast iron and non-ferrous alloy castings, it should be greater than 90%, for cast steel parts, it should be greater than 97%); the clay content should not exceed 0.3% (it is washed sand); [the clay content of water-washed sand is stipulated to be less than; the particle size 1: is distributed among 3 – 5 sieve sizes; the particle shape is round, the angular factor should not be greater than 1.3; the acid consumption value is not less than 5 ml.] (2) Binders are generally phenolic resin.
(3) Curing agents are usually urotropine; lubricants are generally calcium stearate, which functions to prevent the castable sand from caking and increase fluidity. The main role of additives is to improve the performance of castable sand.
(4) Basic composition and ratio of castable sand: Component Ratio (mass fraction, %) Explanation: Raw sand 100 Washed sand, phenolic resin 1.0 – 3.0 accounting for the weight of raw sand, urotropine (2% aqueous solution) 10 – 15 accounting for the weight of resin, calcium stearate 5 – 7 accounting for the weight of resin, additives 0.1 – 0.5 accounting for the weight of raw sand. 1: 2) 10 – 15 accounting for the weight of resin, calcium stearate 5 – 7 accounting for the weight of resin, additives 0.1 – 0.5 accounting for the weight of raw sand.
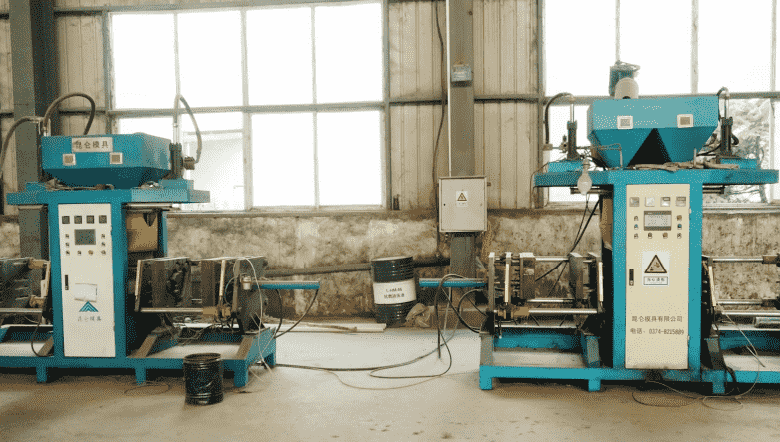
2.2. Production process of castable sand
The production process of castable sand mainly includes cold casting, warm casting, and hot casting. Currently, the production of castable sand almost all adopts the hot casting method. The hot casting process is to heat the raw sand to a certain temperature, then mix and stir with resin, urotropine aqueous solution, and calcium stearate, respectively, and then cool, crush, and sieve. Due to differences in the formula, the mixing process is also different. Currently, there are many types of castable sand production lines in China, with about 2000 – 2300 semi-automatic lines using manual feeding and about 50 fully automatic lines using computer control, which have effectively improved production efficiency and product stability. For example, the automated visual production line of the casting company, its feeding time is controlled precisely to 0.1 seconds, the heating temperature is controlled precisely to 1/10 °C, and it can observe the mixing state of the sand at any time through video, with a production efficiency of 6 tons per hour.
3.1 Ordinary castable sand Common coated sand, also known as traditional coated sand, is usually composed of quartz sand, thermoplastic phenolic resin, urotropine, and calcium stearate. It does not contain any additives. The resin content is usually relatively high under certain strength requirements, and it does not possess the characteristics of high temperature resistance, low expansion, and low gas generation. It is suitable for the production of castings with low requirements.
3.2 High-strength Low-gas Release Coated Sand
Characteristics: High strength, low expansion, low gas generation, slow gas generation, oxidation resistance. Introduction: High-strength low-gas release coated sand is an updated product of common coated sand. By adding relevant characteristics, “additives,” and adopting new formulation techniques, the resin dosage is significantly reduced. Its strength is more than 30% higher than that of common coated sand; the gas generation is significantly reduced, and the gas generation speed can be slowed down, which can better meet the needs of casting production. This type of coated sand is mainly suitable for the production of cast iron parts, medium and small-sized cast steel, and alloy cast steel parts. Currently, this type of coated sand has three series: GD-1 high-strength low-gas release coated sand; GD-2 high-strength low-expansion and low-gas release coated sand; GD-3 high-strength low-expansion and low-gas release oxidation-resistant coated sand.
3.3 High-temperature-resistant (Class) Coated Sand (ND Type)
Characteristics: High temperature resistance, high strength, low expansion, low gas generation, slow gas generation, easy disintegration, oxidation resistance. Introduction: High-temperature-resistant coated sand is a new type of coated sand with excellent high-temperature performance (high strength at high temperatures, long heat resistance time, small thermal expansion, low gas generation) and comprehensive casting performance. This type of coated sand is particularly suitable for the production of complex thin-walled precision cast iron parts (such as automotive engine blocks, cylinder heads, etc.) and high-quality cast steel parts (such as container corners, train brake buffers, middle shell parts, etc.), which can effectively eliminate casting defects such as sticking, deformation, thermal cracking, and gas pores. Currently, this coated sand has four series: VND-1 high-temperature-resistant coated sand; ND-2 high-temperature-resistant low-expansion and low-gas release coated sand; ND-3 high-temperature-resistant low-expansion and low-gas release oxidation-resistant coated sand; ND-4 high-temperature-resistant high-strength low-expansion and low-gas release coated sand.
3.4 Easily Disintegrating Coated Sand
It has good strength and excellent low-temperature disintegration performance, suitable for the production of castings.
3.5 Other Special Requirements Coated Sand
To meet the needs of different products, a series of special coated sands have been developed, such as centrifugal casting coated sand, rapid cooling coated sand,wet-coated sand, anti-sticking sand,anti-pulse lines,anti-peeling coated sand, etc.
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in railway casting parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment,wind power,etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC),Gemac Engineering Machinery,Sanygroup, Citic Heavy Industries,etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries all over the world.