Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a email and we will reply to you as soon as possible.
Creating the future with heart and soul

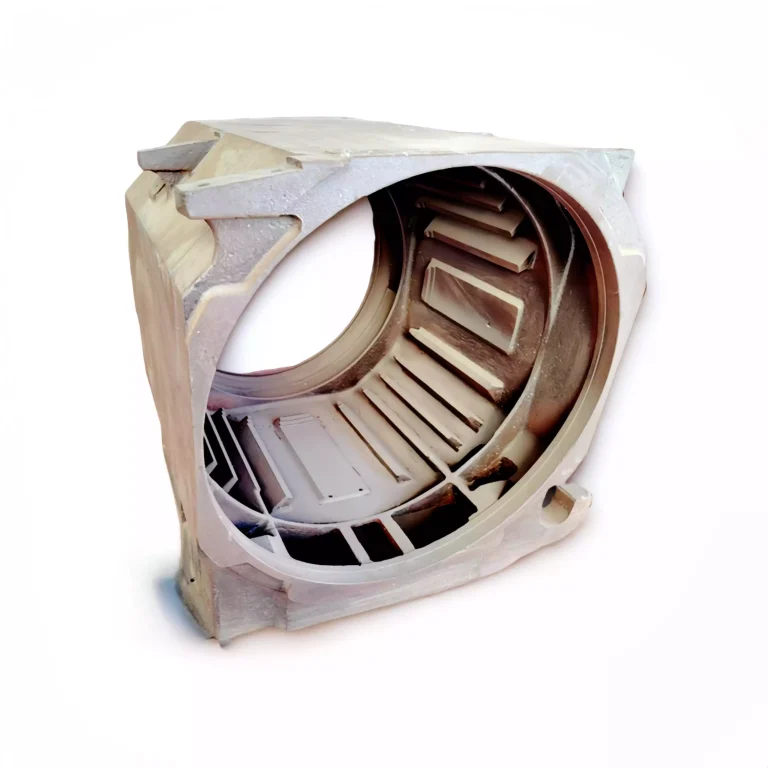
The traditional mold casting process was once the mainstream for railway casting manufacturing. Its procedure was like a “relay race”: after the molten steel was poured into the sand mold, it had to go through 12 processes such as demolding, uniform heating, and billet opening. The accumulation of errors in each process often led to a dimensional deviation of the product exceeding ±3mm. Take the bogie bolster of a truck as an example. During the mold casting process, the prolonged contact between molten steel and air makes it very easy for gas elements such as hydrogen and oxygen to seep in, forming pinhole-like defects inside the casting. Statistics from a certain railway vehicle factory show that the scrap rate of rocker pillows produced by traditional processes is as high as 12%, with 70% of them due to internal pores and cracks. Moreover, the energy consumption for each ton of castings reaches 1.2 tons of standard coal.

The core of continuous casting technology lies in creating a continuous transformation environment of “liquid-solid”. When molten steel is injected from the ladle into the tundish and then passes through the water-cooled crystallizer, a solidified shell 10-15mm thick rapidly forms on the surface, while the interior remains liquid. By precisely controlling the billet pulling speed (0.8-1.5m/min) and cooling intensity (water volume in the secondary cooling zone 3000L/min), the billet is uniformly solidified during continuous movement. This model not only eliminates the risk of secondary oxidation in the mold casting process, but also increases the metal yield from 84% to 96% and reduces energy consumption by 45%.
The electromagnetic stirrer installed beneath the mold causes the molten steel to rotate through an alternating magnetic field, effectively breaking columnar crystals and promoting the formation of equiaxial crystals. Experimental data show that electromagnetic stirring technology improves the uniformity of carbide distribution by 40% and increases the tensile strength of castings by 15%. Take the E-grade steel coupler as an example. After adopting this technology, its impact toughness (AKV) remains at 27J in an environment of -40℃, which is 65% higher than that of the traditional process, meeting the strict requirements of heavy-haul railways.
The castings of heavy-haul railway bogies need to withstand vertical loads of over 200 tons and 1 million fatigue cycles, which poses an ultimate challenge to the material’s performance. Continuous casting technology, through systematic innovation, has endowed railway castings with the dual genes of “high strength + high toughness”.
Through the L-F ladle refining system, the sulfur content in the molten steel is precisely controlled below 0.005%, and combined with the calcium treatment process, the morphology of inclusions is transformed from chain-like to spherical. Experiments conducted by a certain steel enterprise have shown that the fatigue life of the bolster cast with ultra-low sulfur steel has jumped from 800,000 times to 2 million times, and the fracture toughness (KIC) has increased by 35%. More importantly, spherical inclusions effectively reduce the stress concentration coefficient, lowering the brittle transition temperature of the casting at a low temperature of -40℃ by 15℃.
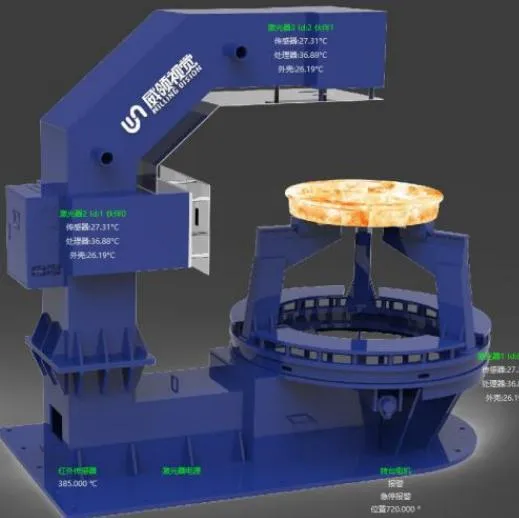
The traditional manual core-laying process is prone to causing defects in the inner cavity steps, while the overall core-laying robot intelligent core-laying system has improved the accuracy to ±0.15mm. This system ensures that the sand core maintains a displacement control of 0.05mm level under the impact of molten steel at 1600℃ through laser positioning and force feedback control. By integrating the dry shakeout process, the surface roughness of the castings was reduced from Ra12.5μm to Ra3.2μm, and the crack rate dropped sharply from 3% to 0.2%, significantly enhancing the safety margin of the bogie.

A modern continuous casting production line for railway castings is a collaborative operation system of over 200 precision devices. From the ladle rotary table to the cutting machine, each link bears a precision requirement of 0.01mm level.
As a “transfer station” for molten steel transfer, the ladle turntable is precisely positioned at a speed of 3 revolutions per minute, and the pressure fluctuation of its hydraulic system is controlled within ±0.5bar. Through infrared temperature measurement and heating compensation devices, the temperature fluctuation of 160 tons of molten steel during the transfer process did not exceed ±5℃, ensuring the stable fluidity of the molten steel. The practice of a certain factory shows that after the temperature control accuracy is improved, the surface crack rate of the cast billet decreases by 40%, and the composition segregation index drops from 0.15 to 0.08.
The copper plate of the mold is chrome-plated to increase the heat conduction efficiency by 30%. Combined with the dynamic light pressure reduction technology, a pressure of 15-20 MPa is applied to the solidification end of the cast billet. This technology effectively compensates for shrinkage cavity defects, reducing the central porosity grade of the cast billet from grade C (maximum aperture 0.5mm) to grade A (maximum aperture 0.1mm). In the production of couplet castings, the improvement of central porosity has increased their fatigue life by 50%, meeting the high-speed operation requirements of 120km/h.
Facing the “dual carbon” goals, continuous casting technology is achieving green transformation through three major paths: thin slab continuous casting, waste heat recovery and intelligent energy control.
The thickness of the cast billet was compressed from 250mm to 50mm, reducing the energy consumption of the subsequent rolling process by 40%. The practice of a certain steel enterprise shows that after adopting this technology, the comprehensive energy consumption per ton of steel has dropped from 680kgce to 520kgce, and carbon dioxide emissions have decreased by 22%. More importantly, the thin-billet continuous casting reduced the use of heating furnaces, lowering the generation of iron oxide scale by 60% and further increasing the metal yield to 97.5%.

The sensible heat of the cast billet at 1100℃ is converted into steam through heat pipe technology, meeting 30% of the heating demand in the workshop. The waste heat recovery system of a certain factory saves 12,000 tons of standard coal annually, which is equivalent to reducing carbon dioxide emissions by 31,000 tons. Meanwhile, the iron oxide scale produced during cutting is recovered in real time through a negative-pressure dust collection system and then recycled as raw material for steelmaking after magnetic separation, achieving “zero waste” production.
From steam locomotives to high-speed rail networks, continuous casting technology has always been the core engine for upgrading railway castings. When heavy-haul trains travel across mountains and rivers at a speed of 120km/h, each continuously cast part in their bogies tells a truth: The most precise industrial aesthetics often arise from the ultimate respect for physical laws and the unremitting pursuit of technological innovation. In this never-ending casting revolution, continuous casting technology is constantly writing the legend of steel and speed.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998, is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email: [email protected]
WhatsApp: +86-155-1535-1287