Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

As the core load-bearing component of the railway vehicle bogie, the railway bolster is usually arranged in a transverse “I” shape or fish-belly structure. Its installation position is between the underframe of the car body and the wheelset system, and it is connected to the bolster beam of the car body through a center pin. This design makes it a key hub for bearing the weight of the entire vehicle and transmitting it to the track. In actual operation, the bolster not only needs to bear the static weight of tens of tons of the train body, but also has to deal with the dynamic impact load generated during high-speed operation – for example, when the train passes through the curved track at 300 kilometers per hour, the lateral force that the bolster bears can reach more than three times its own weight. Its core functions can be decomposed into three dimensions: Firstly, as the “central nervous system” for load transmission, it evenly distributes the weight of the vehicle body to the wheel sets on both sides, ensuring that the vertical load difference borne by each wheel is controlled within 5%. Secondly, by allowing the bogie to swing laterally relative to the vehicle body, the bolster becomes a “flexible joint” that ADAPTS to the geometric changes of the curved track, and the swing amplitude is usually within ±15 millimeters. Finally, it, together with the spring group and shock absorbers, forms a multi-stage shock absorption system. Through elastic deformation, it absorbs the vibration energy caused by the unevenness of the track, keeping the vehicle body acceleration below 0.3g and significantly enhancing passenger comfort.
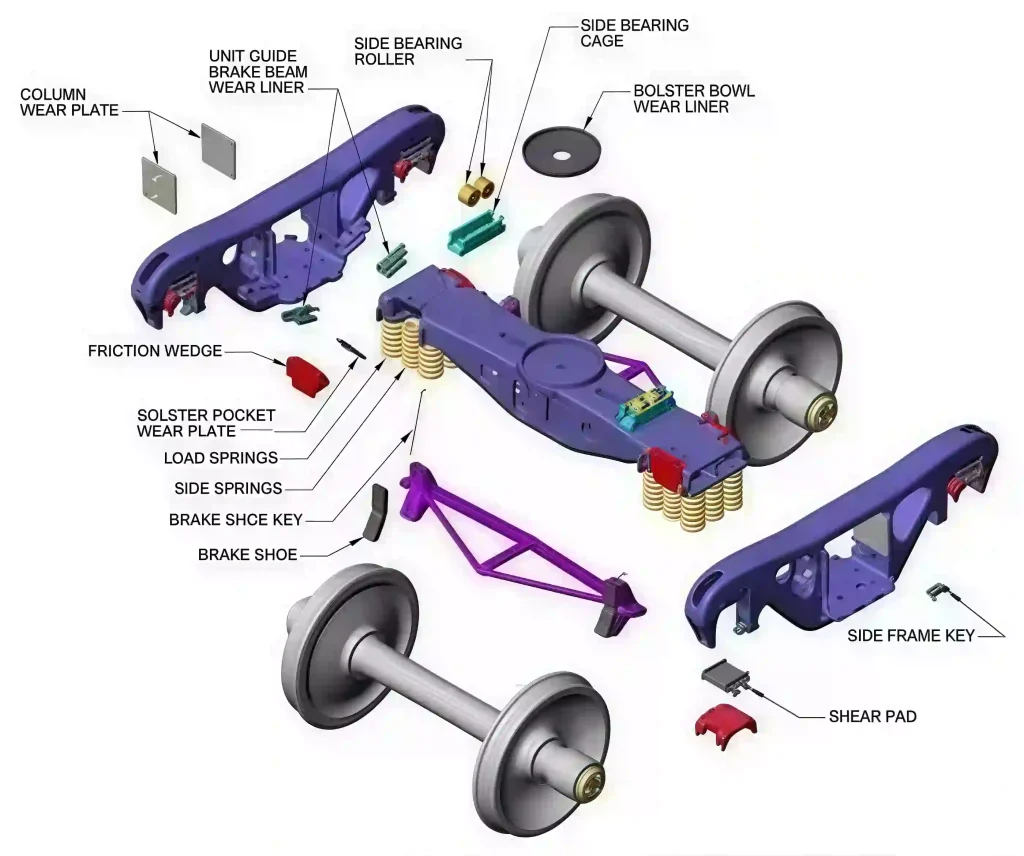
The structural design of modern bolster pillows fully embodies the integration of materials science and mechanical optimization. Their main bodies are usually formed from high-strength alloy steel through casting or welding processes. Taking the CR400BF type “fuxing” bullet train sleeper in China as an example, its main beam adopts a variable cross-section design, with the height of the middle section reaching 320 millimeters and gradually thinning to 180 millimeters at both ends. This gradient change makes the stress distribution more uniform, and the maximum equivalent stress value is controlled within 60% of the material’s yield strength. In terms of structural details, the bolster contains three key functional areas: the main beam in the middle bears the main bending stress, and the thickness of its web varies according to the gradient of the load distribution; The connection parts of the side frames at both ends are connected to the side frames through sliding bearings or rubber joints with self-lubricating materials, achieving rotational degrees of freedom around the vertical axis. The interface area of the braking system integrates the brake lever seat and the brake cylinder mounting seat, ensuring that the braking force is amplified in a 1:3 ratio through the lever mechanism and then transmitted to the wheel set. From the perspective of manufacturing processes, the current mainstream bolsters can be classified into two categories: Traditional cast steel bolsters adopt an integral casting process. Although they have high production efficiency, there is a risk of casting defects. The welded bolster is formed by welding high-strength steel plates, with the wall thickness reduced by 15% to 20%, and it is convenient to strengthen the key force-bearing areas locally.
Early cast steel bolsters gradually exposed three major technical bottlenecks during long-term service: Firstly, the inevitable defects, such as porosity and shrinkage porosity inside the castings, are prone to inducing fatigue cracks under alternating loads. For instance, in a certain type of truck bolster fracture accident in China in 2005, it was found through metallographic analysis that the crack source was located at the porosity in the hot spot area of the casting. Secondly, the integral structure leads to high maintenance costs. When local cracks occur, the entire bolster needs to be replaced, and the welding repair process is prone to causing new welding defects. Finally, the wall thickness uniformity of traditional castings is poor, and the space for weight reduction is limited. For instance, the self-weight of a certain type of cast steel bolster can reach 1.2 tons, while that of a welded structure can be reduced to less than 1 ton. These limitations prompted the industry to start exploring new manufacturing processes in the early 21st century.
Entering the intelligent era, the design of rocking pillows is undergoing a transformation from “passive carrying” to “active perception”. In terms of the application of high-strength materials, the German Siemens Velaro Novo platform adopts fine-grained steel with a yield strength of 800MPa grade, combined with topology optimization technology, enabling the bolster to achieve a 25% weight reduction while meeting the strength requirements. In terms of manufacturing process innovation, 3D printing technology has been applied to the one-piece molding of the complex inner cavity structure of the bolster. For instance, the additive manufacturing bolster developed by the American GE Transportation Group eliminates the heat-affected zone of traditional welding through the laser powder bed melting process, increasing the fatigue life by 40%. What is more worthy of attention is the integration of intelligent monitoring technology. Alstom of France has embedded a fiber Bragg grating sensor network in its Avelia Horizon high-speed train to collect strain and temperature data of key parts of the bolster in real time. Combined with machine learning algorithms, fatigue life prediction is achieved, and the accuracy rate of fault early warning reaches 92%.

China’s railway system has established a complete set of maintenance norms for bolster maintenance. The maintenance cycle is divided into two levels based on the operating mileage: section maintenance and factory maintenance. The section maintenance cycle is 200,000 kilometers, mainly involving surface cleaning, magnetic particle inspection for cracks, and dimensional measurement of key parts. The factory repair cycle is 1.6 million kilometers. The bolster needs to be fully disassembled, and ultrasonic phased array testing and hardness testing should be carried out. Taking the inspection of the bolster of the CRH380B EMU as an example, the inspection process consists of four core links: Firstly, a fluorescent magnetic particle flaw detector is used to conduct 100% coverage inspection on the surface, with a focus on checking the transition zone of the fillet at the side frame connection. Secondly, a water-immersed ultrasonic flaw detector is used to detect internal defects. The probe frequency is 5MHz, and the scanning speed does not exceed 50 millimeters per second. Then, hardness tests are conducted on key parts such as the center pin hole and the brake lever seat, with the hardness values required to be within the range of 240 to 280HBW. Finally, a rotational flexibility test was conducted. A dedicated fixture measured the rotational resistance moment of the bolster around the vertical axis to ensure that it did not exceed 120% of the design value.
The fault analysis of a certain type of high-speed EMU bolster in 2018 provided an important lesson for the industry: The failed bolster showed excessive lateral vibration at 800,000 kilometers of operation. After disassembly and inspection, it was found that the crack originated from the transition corner of the side frame connection, with a crack length of 120 millimeters. Further finite element analysis shows that the original design fillet radius of this area is only R10, resulting in a local stress concentration coefficient of 2.8, which is much higher than the material fatigue limit. To address this issue, the design team adopted dual improvement measures: increasing the fillet radius to R25 and reducing the stress concentration coefficient to below 1.5; At the same time, laser shock strengthening technology is adopted to form a residual compressive stress layer with a depth of 0.8 millimeters on the fillet surface, increasing the fatigue limit by 35%. This case has driven the industry to establish an optimization design specification based on the damage tolerance theory, requiring that the stress concentration coefficient of key parts must not exceed 2.0 and mandatorily implementing the laser shock strengthening process.
With the development of rail transit towards higher speeds and greater intelligence, pillow technology is presenting three cutting-edge trends: In terms of material lightweighting, Kawasaki Heavy Industries of Japan has developed a carbon fiber reinforced composite material bolster, which is formed through a vacuum-assisted resin transfer molding process. Under the condition of maintaining the same rigidity, it achieves a weight reduction of 40%. Currently, this product has entered the stage of loading and testing on test trains at a speed of 350 kilometers per hour. In terms of intelligence, the active control bolster system developed by Siemens of Germany adjusts the stiffness of the bolster in real time through built-in piezoelectric actuators, reducing the lateral vibration acceleration of the train when passing through curves by 30%. This technology has completed a 200,000-kilometer real-road test on the ICE4 train. In terms of modular design, the “integrated bogie” concept proposed by Alstom of France designs the bolster and side frame as modular units that can be quickly disassembled and assembled, reducing the number of connecting parts, increasing manufacturing efficiency by 25%, and simultaneously lowering the total life cycle cost by 15%. These innovations indicate that the future bolster will not only be a load-bearing structure but also a key node for achieving intelligent perception, active control and adaptive operation of trains.

Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998,is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email: sales@railwaypart.com
WhatsApp: +86-155-1535-1287