Отсканируйте код WeChat, чтобы связаться с нами.
Отсканируйте код WeChat, чтобы связаться с нами.
Не стесняйтесь, отправьте нам электронное письмо, и мы ответим вам как можно скорее.
Создаем будущее сердцем и душой

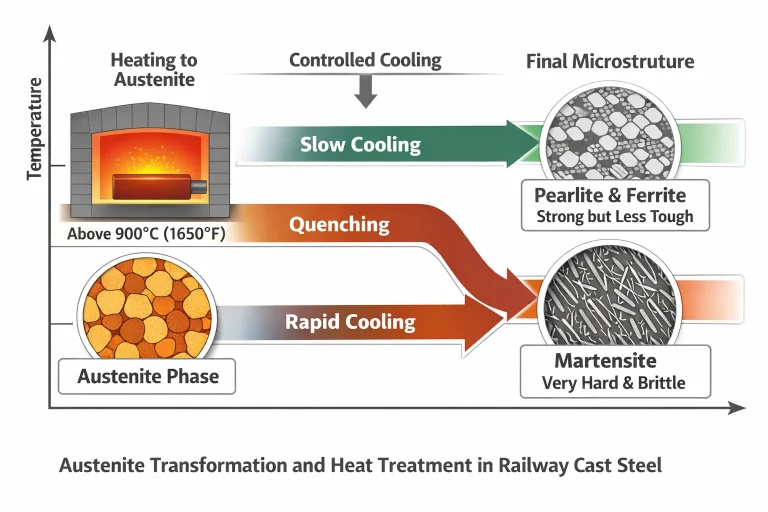
In the crisscrossing railway network, каждый cast iron component under each sleeper bears the weight of tens of thousands of tons and the test of time. Although traditional sand casting can meet basic requirements, it is difficult to cope with complex structures and high-precision demands. The emergence of lost foam cast iron technology, with its innovative concept of “foam shaping and metal soul casting”, has opened up a new path of precision and greenness for railway casting manufacturing. This process, which integrates materials science, thermodynamics and intelligent control, is reshaping the foundation of the steel artery with millimeter-level precision.
The evolution history of lost foam casting is an epic of human exploration to break through the limitations of materials. Its technical genes can be traced back to the ancient lost-wax method, but it was not until the middle of the 20th century that it truly achieved an industrial breakthrough.

В 1958, American engineer H.F. Shroyer creatively used polystyrene foam instead of traditional wax molds when making a 3.5-meter-tall bronze flying horse sculpture. When copper liquid at 1450℃ is injected into the cavity, the foam vaporizes and disappears within 0.3 секунды, leaving behind a metal component that perfectly replicates the artistic shape. This patented invention not only solves the casting problem of large-scale sculptures, but also reveals the unique value of foam materials in metal forming.
В 1960-е годы, the German Fiat Group introduced technology into the production of automotive stamping dies. The polystyrene beads are expanded to a particle size of 0.5-2mm through a pre-expansion machine, and then a complex mold cavity is pressed out by a steam forming machine. Compared with traditional wooden models, foam models weigh 80% less, have a production cycle shortened by 65%, and can be directly cast into integral molds with cooling water channels. This breakthrough enabled the lost foam technology to rapidly become the mainstream process in the field of automotive casting.
В 1965, China initiated research on lost foam technology. В 1966, it successfully cast 11-ton cast steel parts, setting an Asian record. In the 1980s, with the localization of equipment such as vacuum pre-expansion machines and three-dimensional vibrating tables, the technical threshold was significantly reduced. A certain railway casting factory in Luoyang has reduced the model preparation cycle from 72 часов до 18 hours by establishing a “general mold library”, and the model dimensional accuracy has reached ±0.1mm, laying a foundation for the popularization of the technology.
The lost foam casting system can be divided into three major functional modules: the white zone, the yellow zone, and the black zone. Each link embodies the wisdom of precision manufacturing:
The foam model was designed using 3D CAD technology, and the polystyrene beads were expanded to the target particle size in 105℃ steam through a pre-expansion machine. At a railway casting factory in Luoyang, engineers utilized the standardized hardware parameters in the “general mold library” and combined with finite element analysis to optimize the wall thickness distribution of the model, reducing the average density of the frog core rail model by 15% while maintaining sufficient structural strength. In the model cluster assembly stage, a laser positioning system is adopted to ensure that the mating accuracy of each component is ≤0.05mm, laying a foundation for subsequent precision casting.
The model clusters coated with refractory coatings were buried in dry sand, and molten iron at 1450℃ was poured in a vacuum environment of -0.06МПа. В этот момент, a vigorous physical reaction occurs: the foam model vaporizes and absorbs heat within 0.3 секунды, absorbing up to 1200kJ/kg of heat, causing the temperature at the front end of the molten metal to drop by no more than 50℃, effectively preventing cold lap defects on the surface of the casting. By real-time monitoring of the molten iron temperature and negative pressure value, the system automatically adjusts the pouring speed to ensure that the surface finish of the casting reaches Ra6.3μm, which is equivalent to dressing the steel in a silk coat.
Traditional sand casting requires the combination of cores to achieve complex structures, while lost foam technology uses an integral foam model and can directly cast castings with narrow inner cavities and sandwich structures. The casting practice of a certain type of frog heart rail shows that this technology reduces the machining allowance from 8mm to 2mm, cuts the mechanical processing time by 65%, and saves over 400 tons of steel annually. Что еще более важно, the integral molding eliminates the core positioning error in traditional processes, improving the dimensional stability of the castings by three grades.
The dry sand molding process eliminates the use of binders, and the recovery rate of old sand exceeds 95%. Through a sealed negative pressure system, the styrene gas generated during the casting process is catalytically combusted into carbon dioxide and water, reducing VOC emissions by 78% compared to traditional processes. After applying this technology, a large casting factory reduced solid waste emissions by 1,200 tons annually and was awarded the title of National Green Factory. Кроме того, the energy consumption of a single casting was reduced from 1.2 tons of standard coal to 0.8 тонны, and the carbon emission intensity decreased by 33%.
Lost foam casting uses negative pressure forming, which enables the uniformity of sand mold compactness to reach over 98%, намного превышающий 85% of traditional vibration compaction molding. In the casting of a certain high-speed railway track slab support, by optimizing the design of the gating system, the resistance of molten metal filling was reduced by 40%, and the density of the casting reached 7.8g/cm³. После 2 million fatigue tests, no crack propagation was observed in the components, and their service life was three times longer than that of traditional processes, providing a reliable guarantee for the safe operation of high-speed railways.
In the manufacturing of high-speed railway tracks with a speed of 350 километры в час, the lost foam technology has achieved near-net forming of the guide rail supports. By optimizing the density distribution of the foam model, the shrinkage rate at the hot spots of the casting is controlled within 0.8%. Combined with the design of the chiller following the mold, the shrinkage cavity defect is effectively eliminated. Data from a certain project shows that after adopting this technology, the installation accuracy of the track panels has been improved to ±0.5mm, which is twice as high as the traditional process, ensuring the smoothness of train operation.
For the cross frog that is difficult to manufacture by traditional processes, the lost foam technology adopts the combined model pouring method. Four separate models are precisely connected through positioning pins, and an integral structure is formed after pouring. The application of a certain heavy-haul railway project shows that this technology improves the impact resistance of frog by 25% and reduces the annual maintenance cost by 40%. By presetting stress relief grooves in the model, the fatigue life of the castings under alternating loads has reached 10 миллион раз, meeting the strict requirements of the coal transportation corridor in Shanxi, Shaanxi and Inner Mongolia.
С внедрением технологии цифровых двойников, lost foam casting is moving towards a new stage of intelligence. The virtual casting system developed by a certain enterprise can complete the simulation of the pouring process within 10 минуты, predict the locations of defects such as pores and cold laps, and compress the trial production cycle from 45 дней до 15 дни. В будущем, by integrating 3D printed foam models with AI process optimization, this technology is expected to achieve the ultimate goal of “one-click casting” – engineers only need to input the 3D model of the casting, and the system can automatically generate the optimal process plan, providing a more precise steel foundation for the construction of intelligent railways.

From artistic sculptures to industrial heavyweights, lost foam cast iron technology has undergone a magnificent transformation in just half a century. When high-speed trains glide across the land at a speed of 350 километры в час, those cast-iron components that are deeply hidden are fulfilling their safety promises with nanometer-level precision. This technology, which integrates traditional wisdom with modern science and technology, will continue to write a magnificent poem of industrial civilization in the symphony of steel and fire.
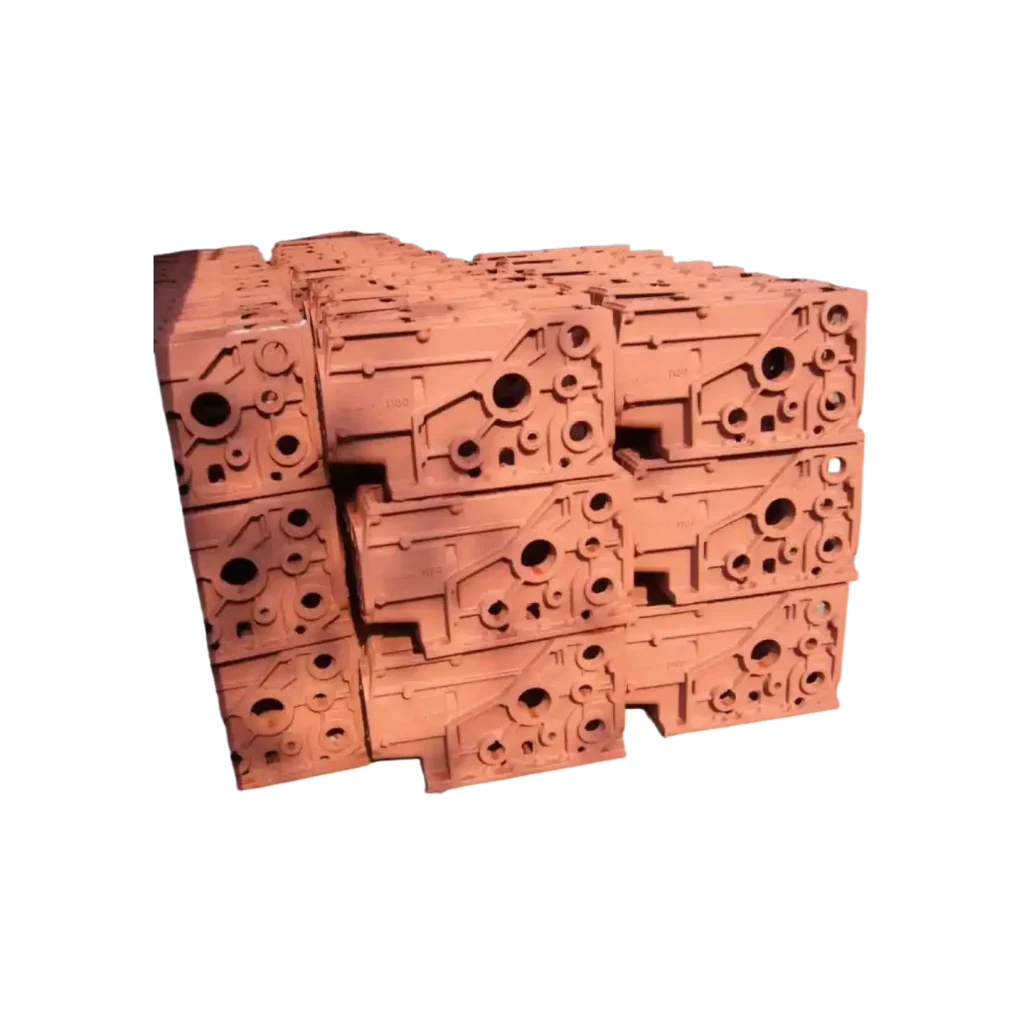
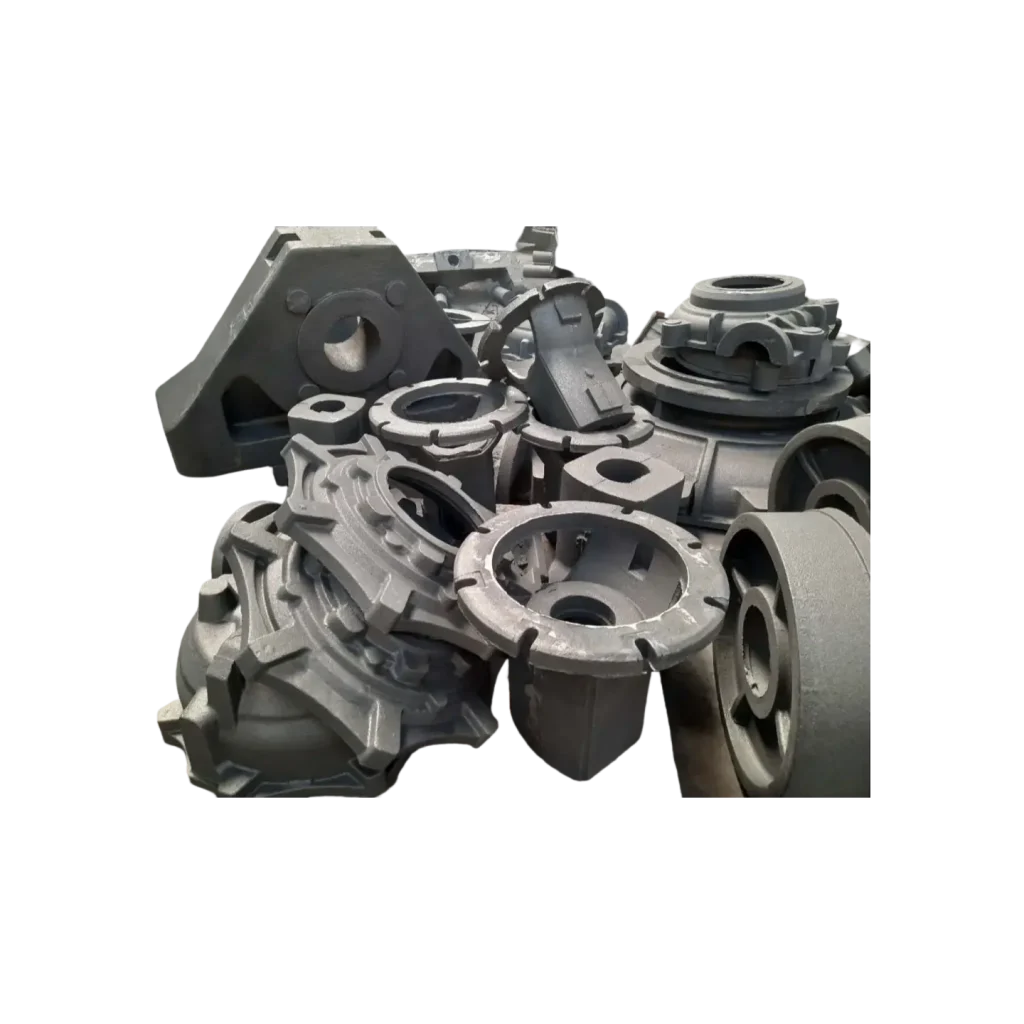
Лоянская компания Fonyo Heavy Industries Co., ООО, основан в 1998, является производителем литых железнодорожных деталей. Наша фабрика занимает площадь 72 600 кв.м., с более чем 300 сотрудники, 32 техники, включая 5 старшие инженеры, 11 помощники инженера, и 16 техники. Наша производственная мощность составляет 30,000 тонн в год. В настоящее время, в основном мы производим литье, механическая обработка, и сборка для локомотива, вагон, высокоскоростные поезда, горное оборудование, энергия ветра, и т. д.. Наша продукция экспортируется в Россию., Соединенные Штаты, Германия, Аргентина, Япония, Франция, ЮАР, Италия и другие страны.