हमसे संपर्क करने के लिए WeChat कोड को स्कैन करें
हमसे संपर्क करने के लिए WeChat कोड को स्कैन करें
बेझिझक हमें एक ईमेल भेजें और हम यथाशीघ्र आपको उत्तर देंगे.
दिल और आत्मा से भविष्य का निर्माण करें

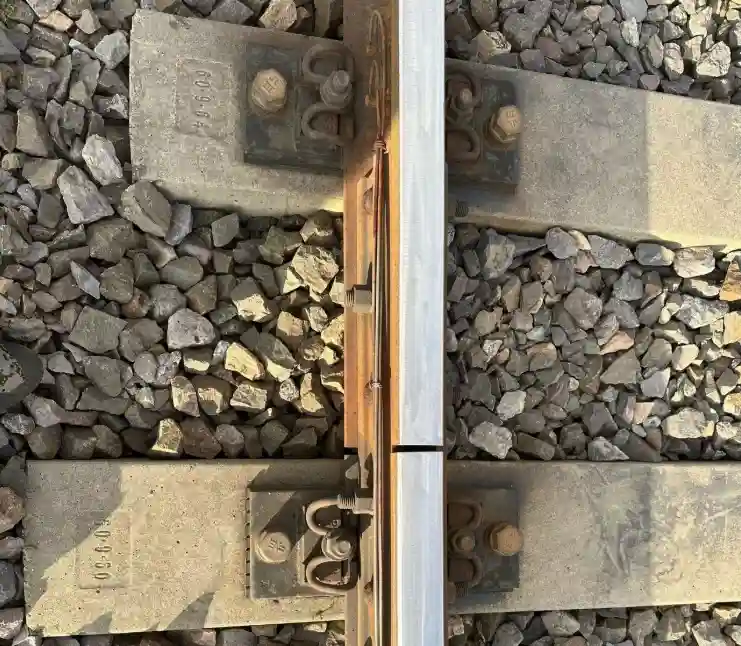
In railway manufacturing, large round part machining is never just about hitting a dimension on a drawing. Anyone who has worked with railway wheels, brake discs, bearing housings, large flanges, or forged rings knows that the real challenge begins after the machine starts cutting.
A part may measure perfectly while it is still clamped on the lathe, only to move out of tolerance after unclamping. A large diameter surface may look stable during rough turning, then gradually distort overnight as internal stress releases. Sometimes the issue is not the machine at all, but the way heat, शिकंजे का बल, and material stress interact during the process.
After years in heavy machining, one thing becomes clear: precision in large round part machining is controlled long before the finishing pass begins.
This article shares practical engineering experience on how to improve machining accuracy for large railway components, especially large circular parts used in railway systems.

Large railway components behave very differently from smaller precision parts.
The moment the diameter becomes large and the wall thickness becomes uneven, gravity, heat, and internal material stress begin affecting the machining process. In railway applications, many parts are made from forged steel, कच्चा इस्पात, or high-strength alloy materials. These materials carry significant residual stress from the beginning.
During machining, the part is constantly trying to move.
That movement may be very small, but when a railway component requires tight concentricity or runout control, even a few hundredths of a millimeter become critical.
This is why large round part machining is often less about cutting metal and more about controlling deformation.
One of the biggest mistakes in heavy CNC turning is assuming that tighter clamping automatically improves stability.
यथार्थ में, excessive clamping force is one of the main causes of roundness and runout problems.
This becomes especially obvious when machining thin-wall railway parts such as brake discs or large bearing housings. A component may appear perfectly round during machining because the chuck force is temporarily deforming it into shape. Once released, the part relaxes and immediately becomes slightly oval.
Experienced machinists usually notice this after inspecting several failed parts. The dimensions seem correct on the machine, but the geometry changes after unclamping.
For large round part machining, uniform clamping pressure matters far more than brute force.
Soft jaws, hydraulic fixtures, expanding mandrels, and custom support rings are often better solutions than aggressive three-jaw compression. The goal is to stabilize the part without forcing it into deformation.
Another important point is separating rough machining from finish machining whenever possible. Heavy roughing releases internal stress inside the material. If finishing operations are completed immediately afterward, the geometry may continue drifting later.
In railway component manufacturing, stable accuracy usually comes from a process sequence like this:
Rough machining → stress relief → semi-finishing → finish machining.
That extra time in the process often saves far more time than dealing with rejected parts later.

Heat is one of the most underestimated factors in large diameter machining.
Smaller components dissipate heat relatively quickly, but large railway parts retain heat for a long time. During continuous turning operations, especially on alloy steel components, thermal expansion gradually changes the actual dimensions of the workpiece.
This is why a part can measure correctly during machining and then shrink slightly after cooling.
In large round part machining, thermal stability matters just as much as cutting accuracy.
Experienced operators usually avoid performing final precision cuts immediately after aggressive roughing passes. बजाय, the component is allowed to cool naturally until the material temperature becomes stable again.
Machine warm-up also matters more than many shops realize. Large CNC vertical lathes and horizontal turning centers expand slightly as spindle temperatures increase. Running the spindle before finish machining helps stabilize machine geometry and improves consistency.
Good coolant flow helps, but coolant alone cannot solve thermal distortion. Process timing and temperature control are equally important.
Many runout and concentricity problems are created by changing reference points too often during machining.
In railway manufacturing, large components usually contain multiple critical surfaces:
If each operation uses a different datum, geometric errors begin stacking together.
The best results usually come from maintaining one consistent machining reference throughout the process whenever possible.
उदाहरण के लिए, many experienced machinists prefer using the finished bore as the primary datum when machining outer diameters and faces. Others may establish the outer diameter first and hold all remaining features relative to that surface.
The specific method depends on the component design, but the principle stays the same: minimize datum changes.
In large round part machining, concentricity problems are often process problems, not machine problems.
As part diameters increase, tool stability becomes increasingly important.
Long tool overhang creates vibration, and vibration creates problems everywhere:
surface finish, गोलाई, taper, and dimensional consistency.
This is especially common on large vertical turning operations where deep internal features require extended boring bars.
Many shops focus heavily on spindle power while overlooking tooling rigidity. In practice, rigid tooling often contributes more to machining precision than additional cutting speed.
Keeping tool overhang as short as possible, using heavy-duty toolholders, and controlling cutting pressure all help improve stability during large railway component machining.
Tool wear also deserves close attention. On long machining cycles, insert wear gradually changes cutting forces and dimensional behavior. A finish pass performed with a worn insert rarely behaves the same way as the first part in the batch.
Stable processes require stable tooling conditions.

Railway components are usually large, heavy, and highly stressed materials.
Forgings and castings naturally contain internal stress from manufacturing. Once material removal begins, that stress redistributes itself throughout the part.
This is why some large round components slowly deform even when they are no longer on the machine.
Stress relief is not an optional step for high-precision railway machining. It is often the difference between stable dimensions and recurring quality problems.
Depending on the component and material, manufacturers may use:
The exact method varies, but the purpose remains the same: allow the material to stabilize before final precision machining.
Large railway components cannot be inspected casually.
Measuring only one position on a large diameter rarely tells the full story. Roundness and runout problems often appear only at certain angular positions.
Good inspection practices usually involve checking multiple locations around the circumference and across different axial positions.
Temperature during inspection also matters. Measuring a warm component immediately after machining can easily produce misleading results.
In precision railway manufacturing, inspection is not simply verification after machining. It is part of the machining process itself.
After years in heavy railway machining, most engineers eventually reach the same conclusion:
precision is not created by a single finish pass.
It comes from controlling the entire process:
Large round part machining is really a balance between force, heat, material behavior, and machine stability. Shops that consistently produce high-precision railway components are usually the ones that understand how all these factors interact together.
In railway manufacturing, accuracy is never accidental.
It is engineered into the process from the beginning.
Precision in large round part machining does not come from a single machine or a single setup. It comes from years of process control experience, stable production systems, and a deep understanding of how large railway components behave during machining.
पर लुओयांग फ़ोन्यो हेवी इंडस्ट्रीज कंपनी, लिमिटेड., we specialize in CNC machining and heavy machining solutions for railway components, including large-diameter round parts, forged rings, wheel hubs, bearing housings, brake discs, and other custom railway parts.
Our engineering team focuses on:
Whether the challenge involves deformation control, large-scale turning, or high-precision finishing, we work closely with customers to ensure reliable machining quality for demanding railway industry applications.
Learn more about our railway machining capabilities at:
Or contact our engineering team to discuss your next railway component machining project.