Scannen Sie den WeChat-Code, um mit uns Kontakt aufzunehmen
Scannen Sie den WeChat-Code, um mit uns Kontakt aufzunehmen
Schicken Sie uns gerne eine E-Mail und wir werden Ihnen so schnell wie möglich antworten.
Mit Herz und Seele die Zukunft gestalten

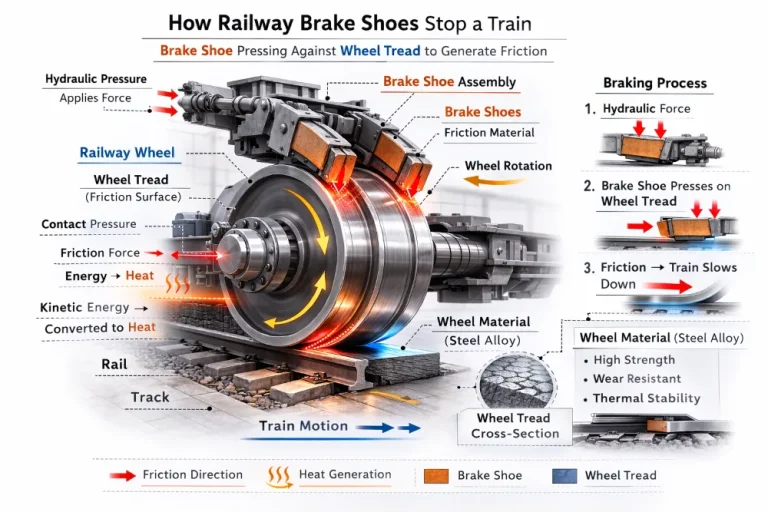
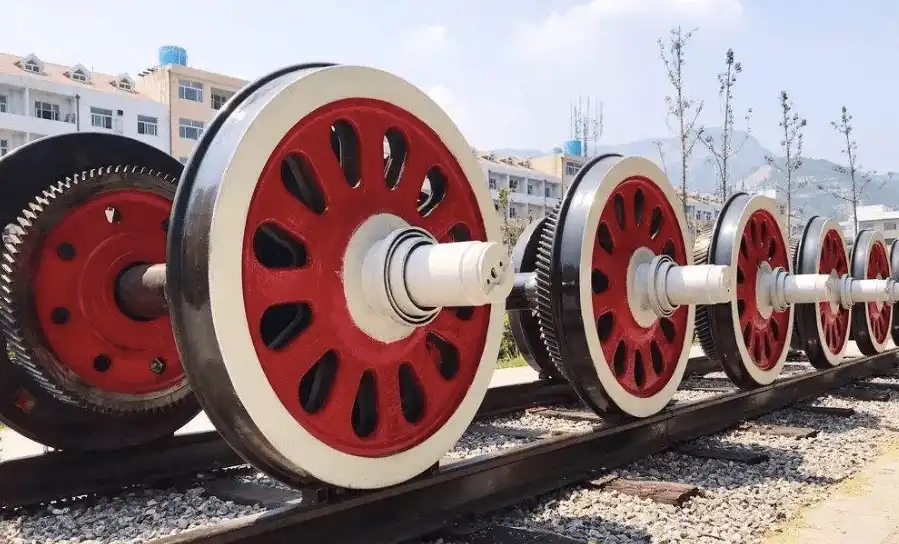
Zugfelgen sind Schlüsselkomponenten. Sie tragen das Gewicht des gesamten Zuges, und Zug- und Bremskräfte übertragen. So können sie den sicheren Betrieb des Zuges auf den Schienen gewährleisten. Ihre Qualität wirkt sich direkt auf die Sicherheit und Effizienz des Schienenverkehrs aus. Unter verschiedenen Herstellungsverfahren, Schmieden ist das zentrale Glied bei der Herstellung von Hochleistungsfelgen für Eisenbahnen. Der Schmiedeprozess verändert die innere Struktur des Metallbarrens durch enormen Druck. So können die erforderliche Form und hervorragende mechanische Eigenschaften erzeugt werden. Im Folgenden sind einige wichtige Merkmale des Schmiedeprozesses von Eisenbahnfelgen aufgeführt.
Eisenbahnfelgen bestehen normalerweise aus hochwertigem Stahl mit mittlerem und hohem Kohlenstoffgehalt oder legiertem Stahl, die eine hohe Festigkeit und gute Verschleißfestigkeit aufweisen. Beim Schmieden geht man nicht von geschmolzenem Metall aus, sondern verwendet vorgefertigte und abgekühlte Stahlbarren oder stranggegossene runde Stahlknüppel als Rohmaterial. Bevor es zur Schmiedeanlage geschickt wird, Diese Knüppel müssen gleichmäßig auf ca. erhitzt werden 1200 Grad Celsius in einem Heizofen. Dieser Schritt wird aufgerufen “Erhitzen vor dem Schmieden”, und sein Zweck besteht darin, den Stahl weicher zu machen, seine Plastizität erheblich erhöhen, und erleichtern so die Verformung im anschließenden Schmiedeprozess, Gleichzeitig wird der Verschleiß der Schmiedeausrüstung verringert.
2.1 Der glühende Stahlknüppel, nach dem Erhitzen, durchläuft zunächst einen Vorformprozess.
Normalerweise, Es wird durch eine hydraulische Presse oder Schmiedepresse gestaucht und gestanzt, um zunächst ein zu bilden “pfannenförmig” Rohling mit zentralem Loch. Dieser Schritt zielt darauf ab, das Material rational zu verteilen und für die endgültige Formung vorzubereiten.
2.2 Dann, Der Rohling gelangt in die Phase des Kerngesenkschmiedens.
Die Matrize besteht in der Regel aus einer Obermatrize und einer Untermatrize, deren Hohlräume präzise die endgültige Form der Eisenbahnfelgen vorgeben, einschließlich der Felge, Speichen, und Nabe. Wenn großer Druck auf die Matrize ausgeübt wird, Der bei hoher Temperatur erweichte Rohling erfährt im geschlossenen Formhohlraum eine plastische Verformung und füllt den gesamten Hohlraum aus. Dieser Prozess zwingt das Metall dazu, entsprechend der Form der Felgen zu fließen, Dadurch entsteht in einem Arbeitsgang ein komplex geformter und klar konturierter Felgenrohling. Das Gesenkschmieden gewährleistet die Konsistenz und Genauigkeit der geometrischen Abmessungen der Felgen und bildet eine gute Grundlage für die anschließende mechanische Bearbeitung.
3.1 Dies ist eines der wichtigsten Merkmale beim Schmieden von Eisenbahnfelgen.
Während des Schmiedeprozesses, Die Kristallstruktur und die nichtmetallischen Einschlüsse im Inneren des Metalls werden verlängert und entlang der Konturform der Felgen neu ausgerichtet, kontinuierlich bilden “rationalisiert” im Einklang mit der Form der Felgen. Diese Organisationsstruktur heißt “Vollfaserstromlinienförmig”.
3.2 Diese stromlinienförmige Struktur ist von großer Bedeutung.
Dadurch weist das Metall die höchste Schlagfestigkeit auf, Ermüdung, und brechen in der Richtung, in der die Felgen der größten Kraft ausgesetzt sind (wie die Umfangsrichtung der Felge und die radiale Richtung der Speichen). Es kann mit Holz verglichen werden, welches die höchste Festigkeit aufweist und am wenigsten dazu neigt, entlang der Faserrichtung zu spalten. Die Vollfaser-Stromlinienform der geschmiedeten Eisenbahnfelgen ist wie das vernünftigste “mechanische Textur” dafür, Dadurch ist es weniger wahrscheinlich, dass es zu Rissen und Ermüdungsschäden kommt, wenn es über einen längeren Zeitraum wechselnden Belastungen und großen Drücken ausgesetzt ist, und verlängert die Lebensdauer deutlich.
4.1 Schmieden ist ein dynamischer physikalischer Verformungsprozess.
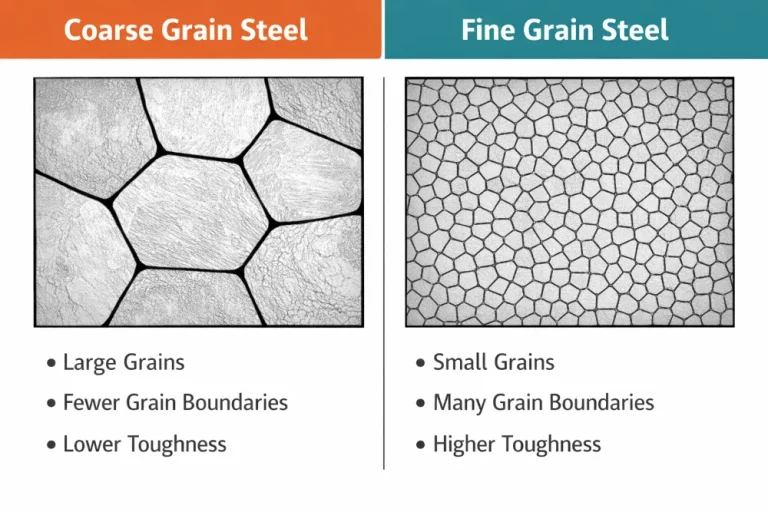
Unter der kombinierten Wirkung von hoher Temperatur und hohem Druck, Die ursprünglichen losen und porösen Gussfehler im Inneren des Stahlbarrens werden verdichtet und verschweißt. Gleichzeitig, Die groben Körner im Gusszustand werden gebrochen und verfeinert, Es entsteht eine feinere und gleichmäßigere gleichachsige Kornstruktur.
4.2 Die Kornverfeinerung ist eine Schlüsselmethode zur Verbesserung der umfassenden mechanischen Eigenschaften metallischer Werkstoffe.
Feine Körner bedeuten mehr Korngrenzen, und Korngrenzen können die Ausbreitung von Rissen wirksam verhindern und die Bewegung von Versetzungen behindern (Kristallfehler). Das Ergebnis ist, dass die Festigkeit der geschmiedeten Eisenbahnfelgen umfassend verbessert wurde, Härte, Zähigkeit, und Dauerfestigkeit. Im Vergleich zu direkt gegossenen Felgen, Die innere Struktur geschmiedeter Felgen ist dichter und gleichmäßiger, mit weniger Defekten und höherer Zuverlässigkeit.
5.1 Nach dem Schmiedevorgang, the train rims can undergo heat treatment to further improve mechanical properties and eliminate internal stresses.
This includes annealing, Abschrecken, und Temperierprozesse. Annealing can relieve internal stresses. Quenching and tempering can improve its toughness. Die Zugfelgen werden Endbearbeitungsprozessen wie Schleifen und Bearbeiten unterzogen, um die endgültigen Abmessungen und die Oberflächenbeschaffenheit zu erreichen. Diese Prozesse stellen sicher, dass die Felgen die erforderlichen Spezifikationen und Leistungsstandards erfüllen. So the rims can be safe and efficient operation on the railway. Nachdem die Felgen aus den Formen genommen wurden, Der Schmiedeprozess ist noch nicht abgeschlossen. Die Felgen, die bei hohen Temperaturen entstehen, an der Luft abkühlen. Aufgrund der ungleichmäßigen Dicke verschiedener Teile (dicke Felgen und dünne Speichen), Die Abkühlgeschwindigkeiten variieren, Dies erzeugt erhebliche innere Spannungen und kann möglicherweise zu ungleichmäßiger Mikrostruktur und ungleichmäßigen Eigenschaften führen. daher, Eine sofortige Wärmebehandlung ist erforderlich.
5.2 Die Wärmebehandlung umfasst typischerweise Prozesse wie Normalisieren und Anlassen.
Dabei werden die Zugfelgen wieder auf eine bestimmte Temperatur erhitzt und anschließend an der Luft abgekühlt. Ziel ist es, die Körner zu verfeinern, die nach dem Schmieden möglicherweise ungleichmäßig sind, innere Spannungen beseitigen, und die Mikrostruktur homogenisieren. Zur weiteren Stabilisierung der Mikrostruktur wird eine Temperung durchgeführt, Sprödigkeit reduzieren, und passen Sie es an, um die optimale Härtekombination zu erreichen, Stärke, und Zähigkeit, die für die Felgen erforderlich sind.
5.3 Nach der Wärmebehandlung, Die Felgen werden einer strengen mechanischen Bearbeitung unterzogen, um präzise Abmessungen und Oberflächenbeschaffenheit zu erzielen.
Dazu gehört auch das Drehen, langweilig, und Schleifen kritischer Teile wie der Felgenoberfläche, Flansch, und Nabenloch. Endlich, Jede Felge muss verschiedenen zerstörungsfreien Tests unterzogen werden, einschließlich Ultraschall- und Magnetpulverprüfung. So it can ensure no defects that could affect the safety of the train’s operation on its internal and external surfaces.
Das Schmieden von Eisenbahnfelgen ist ein präziser Prozess, der die Materialwissenschaft integriert, Mechanik, und Fertigungstechnik. Zu seinen Hauptmerkmalen gehören: Erhalten präziser Formen durch Hochtemperatur-Gesenkschmieden; Bildung von Vollfaser-Strömungslinien zur Optimierung der mechanischen Eigenschaften; Verfeinerung der Körner und Verdichtung der Mikrostruktur durch plastische Verformung, um die Materialleistung umfassend zu verbessern; und Sicherstellung der Qualität und Zuverlässigkeit des Endprodukts durch strenge Wärmebehandlung und Endbearbeitung. Diese Schmiedeeigenschaften verleihen Eisenbahnfelgen die außergewöhnliche Qualität, hohen Belastungen standzuhalten und eine sichere Fahrt über große Entfernungen zu gewährleisten.
Luoyang Fonyo Heavy Industries Co., Ltd, gegründet in 1998, ist ein Hersteller von Eisenbahngussteilen. Unsere Fabrik erstreckt sich über eine Fläche von 72.600㎡, mit mehr als 300 Mitarbeiter, 32 Techniker, einschließlich 5 leitende Ingenieure, 11 Hilfsingenieure, Und 16 Techniker. Unsere Produktionskapazität beträgt 30,000 Tonnen pro Jahr. Momentan, Wir produzieren hauptsächlich Gussteile, Bearbeitung, und Montage für Lokomotive, Triebwagen, Hochgeschwindigkeitszüge, Bergbauausrüstung, Windkraft, usw.
Wir sind der Eisenbahnteilelieferant für CRRC(darunter mehr als 20 Zweigniederlassungen und Tochtergesellschaften von CRRC), Gemac Engineering Machinery, Sanygroup, Citic Heavy Industries, usw. Unsere Produkte wurden nach Russland exportiert, die Vereinigten Staaten, Deutschland, Argentinien, Japan, Frankreich, Südafrika, Italien und andere Länder auf der ganzen Welt.