Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

Continuous casting and rolling is a process where the metal melt undergoes simultaneous rolling deformation during the continuous casting and solidification process, also known as liquid rolling or no-die rolling. This technology was first developed by British Bessemer in 1857 with a two-roll casting rolling machine. In 1935, the United States achieved its first application in the non-ferrous metal industry. In the 1950s, the Soviet Union and China successively conducted casting plate and non-ferrous metal continuous rolling experiments. This technology enables direct hot rolling and has the characteristics of a short production process and low energy consumption.

In the 1960s, industrial countries developed various non-ferrous metal continuous casting rolling machines, promoting this technology to become the mainstream production method for billets. In 1992, an annual production capacity of 500,000 tons thin plate billet continuous casting plant was built in Italy. Since the 21st century, continuous casting and rolling without headstock technology has achieved breakthroughs. In 2005, Greece built the first high-speed continuous casting line (with a casting speed of 6 meters per minute). The Beijing-Tangshan Iron and Steel Company of China’s multi-mode full continuous casting and rolling (MCCR) production line rolled out 0.7-millimeter ultra-thin products in 2024, integrating the steelmaking and rolling processes into a 25-minute process. The third-generation thin billet continuous casting and rolling technology includes modes such as ESP and MCCR. China has built 14 production lines with a total capacity of over 35 million tons. Introduction
Continuous cast-rolling refers to the process where the molten metal is both cast and rolled simultaneously during solidification in continuous casting. The liquid metal is directly poured into the gap between the rolls, and the rolls not only act as a mold but also perform the rolling deformation on the metal. This process is also known as liquid rolling or no-die rolling.
In 1857, H. Bessemer of the UK first proposed a two-roll cast-rolling machine.
In 1935, the United States achieved industrial production success in liquid rolling in the field of non-ferrous metals.
In the 1950s, Soviet liquid rolling of cast iron plates achieved industrial production success, building dozens of iron plate cast-rolling machines, producing 100,000 to 200,000 tons of iron plates per year for agricultural machinery and roof panels.
In the late 1950s, units such as Northeast Institute of Technology in China studied and built a 600mm-wide cast-rolling machine. Besides cast-rolling iron plates, they also experimented with casting and rolling over 100 tons of steel plates. Due to the poor quality of the steel plates, after double rolling and fine rolling, they could only be used for low-grade products such as chimney parts.
In the 1960s, various forms of continuous cast-rolling machines for non-ferrous metals developed by industrialized countries were already an important method for producing pressure-processed ingots and billets.
A large part of the aluminum sheet and foil billets was produced by different types of cast-rolling methods. The continuous cast-rolling method for non-ferrous metals and alloys can be divided into two types: the Hunter cast-rolling method and the 3C cast-rolling method. These two continuous cast-rolling methods for thin plate billets have been promoted and applied in China.
By the 1980s, near net shape continuous casting and rolling steel (near net shape continuous casting) received further attention and development. In the thin strip continuous cast-rolling steel field, the two-roll continuous cast-rolling machine was still the most commonly researched and developed, such as in Japan, the United States, Germany, and China, all of which achieved experimental success in stainless steel thin strip cast-rolling (with a thickness of 1-3mm). China also succeeded in the thin steel strip cast-rolling of high-speed steel, producing high-quality steel strips with very fine grains and dispersed carbides.
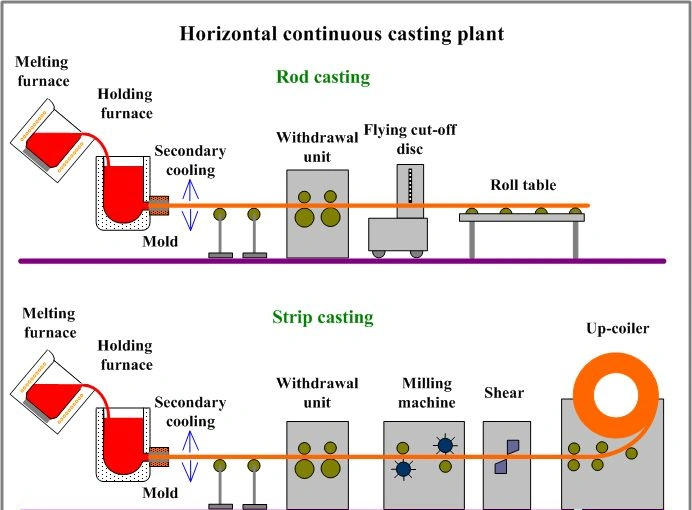
The distance between the front edge of the feeding nozzle and the center line of the cast-rolling rolls is called the cast-rolling zone. When the liquid metal aluminum enters the cast-rolling zone through the feeding nozzle, it immediately meets the two rotating cast-rolling rolls. The heat of the liquid metal aluminum continuously transfers from the direction perpendicular to the cast-rolling roll surface to the cast-rolling rolls, causing the temperature of the liquid metal aluminum adhering to the surface of the cast-rolling rolls to drop sharply. Therefore, the liquid metal aluminum is cooled, crystallized, and solidified on the surface of the cast-rolling rolls. As the cast-rolling rolls continue to rotate, the heat of the liquid metal aluminum continues to be transferred to the cast-rolling zone and is carried away by the cooling water in the cast-rolling rolls, and crystals continue to grow in the liquid, causing the thickness of the solidification layer to increase. The liquid metal aluminum comes into contact with the two cast-rolling rolls simultaneously, crystallizes under the same conditions, and forms a solidification layer at the same speed and thickness. When the thickness of the solidification layers on both sides of the cast-rolling rolls gradually increases and meets below the center line of the cast-rolling rolls, the casting process is completed, and it is subjected to the rolling action of these two cast-rolling rolls and given a certain rolling processing rate, so that the liquid metal aluminum is cast and rolled into cast-rolled plates, which is the basic principle of continuous cast-rolling.
From this, it can be seen that liquid metal aluminum is continuously supplied from one side of the feeding nozzle to the cast-rolling rolls, through continuous cooling, casting, and rolling of the cast-rolling rolls, thin strip cast-rolled plates are continuously cast-rolled from the other side of the cast-rolling zone, maintaining a balance of metal quantity entering and exiting the cast-rolling zone, thus achieving a stable process of continuous cast-rolling.
4.1. High production efficiency;
4.2. The production process is simplified, with less equipment investment and lower energy consumption; it is conducive to achieving continuous, automated, scientific management of casting and rolling production, and improving the working environment.
4.3. In terms of product quality, it has the characteristics of combined casting and rolling production, such as dense metal structure, elimination of shrinkage cavities and porosity;
4.4. Less head and tail cutting losses, high yield rate, low production cost, and significant economic benefits.
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in railway casting parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive,railcar,high-speed trains, mining equipment, wind power, etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC),Gemac Engineering Machinery,Sanygroup, Citic Heavy Industries,etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries all over the world.
Contact Information:
Email:sales@railwaypart.com
Mobile:008615515321683