Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

High-speed rail gearboxes need to withstand extreme loads, and the purity of materials is the primary checkpoint. By using medium-frequency induction furnace smelting technology, at a high temperature of 1600℃, harmful elements such as sulfur and phosphorus in the molten iron are precisely removed through processes like magnesium powder desulfurization and calcium treatment deoxidation, with the sulfur content controlled below 0.02% (only 1/10 of that of ordinary steel). The spectrometer monitors the content of 16 elements such as carbon, silicon and manganese in real time, ensuring that the composition deviation does not exceed 0.05%. Data from a certain enterprise shows that the fatigue strength of this ultra-pure alloy steel is 40% higher than that of ordinary steel, laying a foundation for the long-term operation of gearboxes.
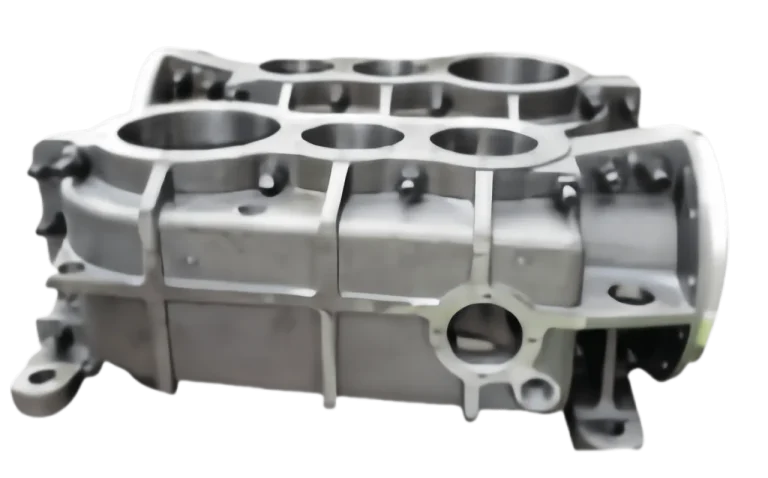
Traditional sand casting relies on manual shaping, and the gaps between sand grains are prone to causing porosity defects. Modern resin sand molding technology involves mixing sand grains with phenolic resin and automatically pressing them into shape on a 3D printing template. The sand mold strength reaches 1.8MPa (three times that of traditional clay sand), and the surface finish is Ra6.3μm (close to a mirror-like effect). Statistics from a certain gearbox factory show that the resin sand process has increased the yield rate from 78% to 92%, reduced the porosity defect rate by 80%, and supported the one-time molding of complex inner cavity structures, significantly reducing the subsequent processing volume.
The cast blanks need to undergo the tempering of “two extremes of ice and fire”. The gearbox first enters the continuous quenching furnace and is held at a high temperature of 860℃ for 2 hours to fully dissolve the carbides. Subsequently, high-pressure water is sprayed at a speed of 15m/s, instantly cooling the surface to form a martensitic hard shell, while the interior remains tough austenite. The subsequent 500℃ tempering process lasts for 4 hours. By slowly releasing the quenched internal stress, the hardness of the box body is ultimately stabilized within the range of HRC30-35. This not only ensures the wear resistance of the gear meshing surface but also guarantees that the box body does not deform under temperature changes from -40℃ to 150℃.
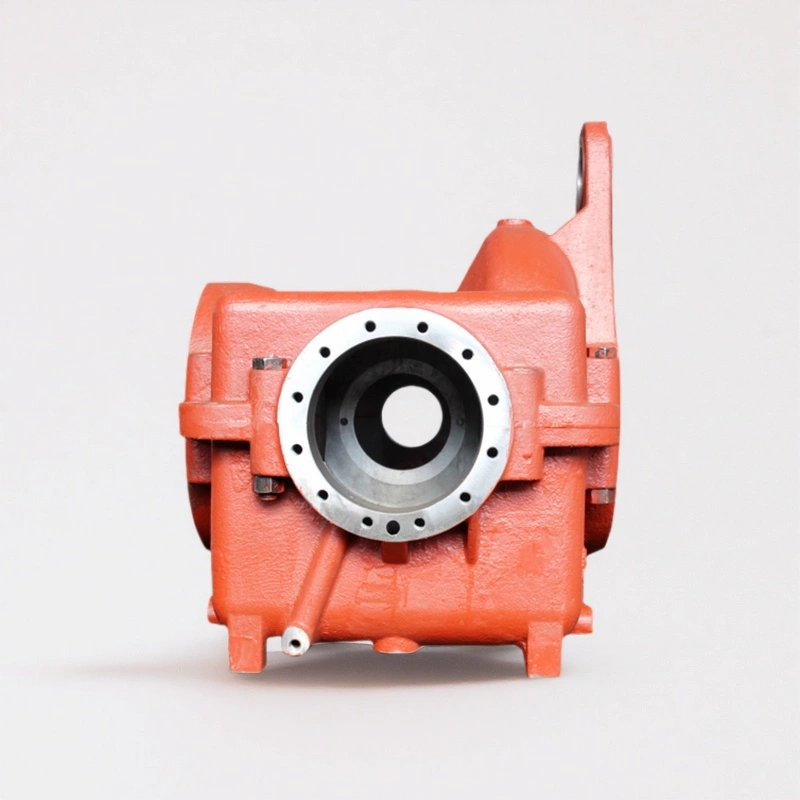
The box body after heat treatment needs to be roughly machined by a CNC gantry milling machine to remove the surface oxide layer and reserve the allowance for fine machining. Milling is carried out using hard alloy tools at a rotational speed of 800m/min, with a single cutting depth of up to 5mm. Real-time monitoring by a three-dimensional coordinate measuring instrument ensures that the positional error of each bearing hole in the box does not exceed 0.05mm, providing an accurate reference for subsequent fine processing. Data from a certain enterprise shows that the dimensional consistency during the rough machining stage directly affects the final gear meshing accuracy. For every 0.01mm increase in error, the gear noise will rise by 2dB.

After rough machining, the box body enters the five-axis CNC machining center and is finely milled with PCBN (polycrystalline cubic boron nitride) tools. The rotational speed is increased to 1200m/min, the cutting depth is reduced to 0.5mm, and the surface roughness reaches Ra0.8μm. The gear hole system adopts a honing process. Through the reciprocating motion of the oilstone, the processing marks of 0.01mm grade are removed, and the hole diameter tolerance is controlled within 0.005mm (equivalent to 1/10 of a human hair). Statistics from a certain enterprise show that the dimensional accuracy in the fine processing stage directly affects the transmission efficiency of the gearbox. For every 0.001mm increase in the hole diameter error, the transmission loss will increase by 0.5%.
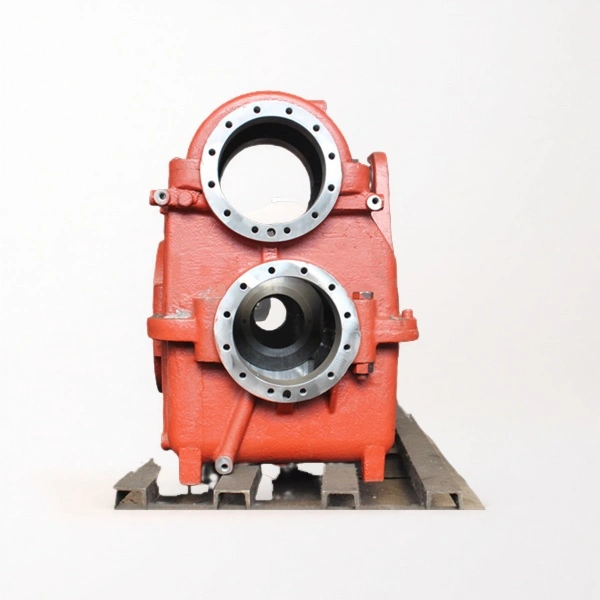
The assembly of gearboxes should be carried out in a constant temperature and humidity workshop, with the temperature controlled at 20±1℃ and the humidity below 40%. The gear and the shaft are fitted with an interference fit. The gear is pressed into the journal by a hydraulic tensioning machine at a pressure of 300MPa to ensure that the force at the mating surface reaches 150MPa. The preload of the bearing is precisely controlled by a torque wrench, with an error not exceeding ±5N·m. Data from a certain enterprise shows that the axial clearance tolerance during the assembly stage needs to be controlled within 0.02mm; otherwise, it will cause misalignment of gear meshing and lead to abnormal vibration.
Each gearbox needs to undergo a “full-body CT scan”: ultrasonic flaw detection (UT) for crack defects, with a sensitivity of Φ1.2mm (equivalent to the size of a sesame seed). Magnetic particle inspection (MT) is used to detect surface cracks. If defects larger than 0.5mm are found, an alarm will be triggered immediately. The UT inspection pass rate of a certain enterprise reached 99.9%, and the crack defect rate was controlled within 0.1%. In addition, the gears must also pass the three-coordinate measurement of the gear inspection center, and the tooth profile error must not exceed 0.02mm (equivalent to 1/5 of a human hair).
The finished gearbox needs to pass the rigorous test of the “High-Speed Rail Simulation Laboratory”: after being frozen in a -40℃ low-temperature box for 24 hours, it should be immediately started and operated to test the low-temperature starting performance. The thermal stability was verified by continuous operation in a high-temperature chamber at 150℃ for 100 hours. The wear of the tooth surface was monitored by continuously running the gear fatigue test bench at an equivalent speed of 350km/h for 500 hours. Data from a certain enterprise shows that the verified failure rate of gearboxes is less than 0.001%, which can ensure that no critical faults occur during the 5 million kilometers of high-speed rail operation.
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998, is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email: sales@railwaypart.com
WhatsApp: +86-155-1535-1287