Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

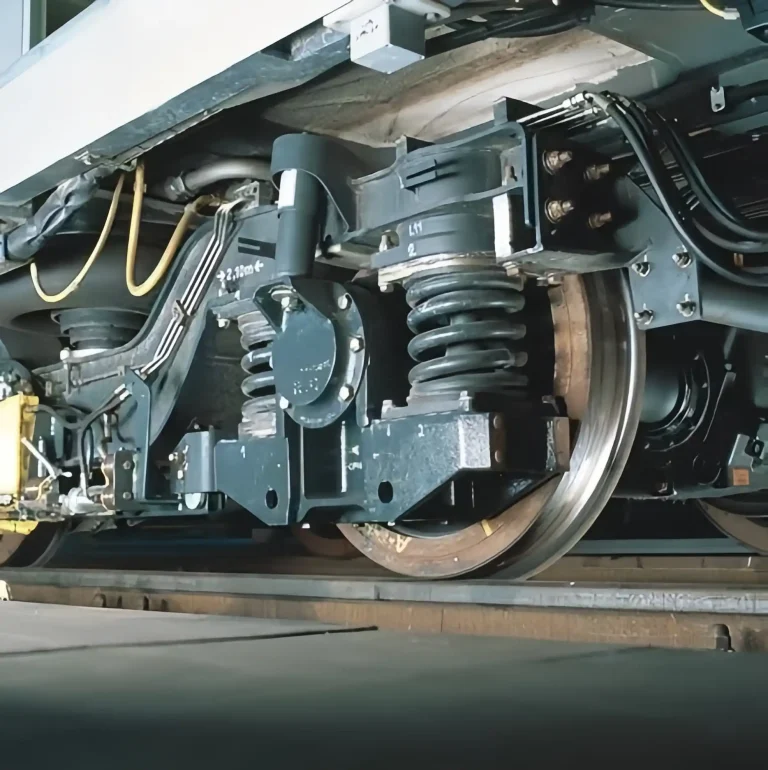
The bogie is a core component of rail vehicles. And the frame, as the skeleton of the bogie, directly determines the safety, stability, and comfort of the train. Among various manufacturing processes, casting is a mainstream method due to its ability to form complex structures. However, to produce a qualified bogie frame casting, a series of severe technical challenges must be overcome, and extremely strict technical requirements must be met.

Bogie frame castings are not ordinary cast iron parts. They bear the entire weight of the vehicle body and passengers and continuously withstand various impacts and vibrations from the track. Their technical requirements revolve around the sole goal of absolute safety.
1.1 Material Properties
High Strength and High Toughness: The frame material must have a very high tensile strength and yield strength to withstand huge loads. At the same time, it cannot be brittle and must have good toughness, meaning it can effectively prevent crack propagation when cracks occur, preventing catastrophic, sudden fractures.
Excellent Fatigue Performance: This is the most critical requirement. During operation, the frame is subjected to hundreds of millions or even billions of alternating loads. The material must have an extremely high fatigue limit and not experience fatigue cracking under long-term, repetitive stress cycles. The design life is typically required to exceed 30 years.
Stable Performance at High and Low Temperatures: Whether in extreme cold or heat, the material properties must not fluctuate significantly, ensuring stable operation across a wide range of geographical areas.
Elimination of Casting Defects: No major defects that could reduce strength are allowed inside the frame. Defects such as shrinkage cavities and porosity must be strictly controlled within the minimum allowable range, especially in critical load-bearing areas, where they must be eliminated.
Dense Grain Structure: Through meticulous chemical composition design and process control, ensure that the internal grains of the casting are fine and the structure is uniform and dense, which is the foundation for ensuring all mechanical properties.
1.3 Dimensional Accuracy and Geometric Tolerance
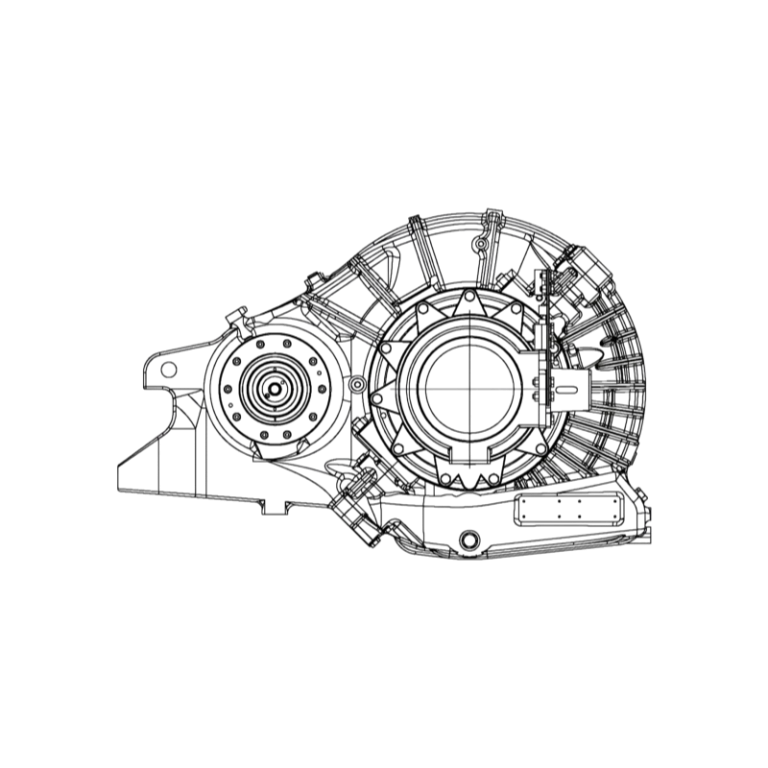
The frame has multiple mounting seats for critical components such as gearboxes, suspension systems, and braking units. The dimensional accuracy and positional tolerances between these mounting seats must be strictly controlled. Any deviation could lead to installation difficulties, altered load conditions, abnormal wear, and vibration.
1.4 Consistent Reliability
The performance of frame castings within the same batch and even between different batches must be highly consistent. Safety cannot rely on “luck”; every product leaving the factory must meet the same high standards to ensure the safety of operational vehicles.
Transforming molten iron into a qualified frame is a process full of challenges.
Challenges in Controlling Casting Defects
The casting process involves the solidification shrinkage of metals and complex physical and chemical changes, making it prone to defects.
Shrinkage Cavities and Porosity: The frame has a complex structure with uneven thickness. In thick areas, the cooling rate is slow, and when the last part solidifies, insufficient metal liquid supply can easily lead to microscopic shrinkage porosity or macroscopic shrinkage cavities. These defects severely weaken fatigue strength. Precise feeding system design, such as placing sufficient size and number of risers, and combining with computer solidification simulation technology to predict and eliminate defect areas, is necessary.
Hot Cracks and Stress: During cooling and contraction, metals may be hindered by the mold or their own structure, generating significant internal stress, which may lead to hot cracks. This requires optimizing the casting structure. So it can improve the mold’s collapsibility, and formulating a reasonable cooling process to alleviate the stress.
Even if the casting is free of cracks, it usually contains significant residual stress internally. This internal stress will superimpose on the working stress, significantly reducing the actual load-bearing capacity and fatigue life of the component. Therefore, it is necessary to eliminate these residual stresses fully and uniformly through strict heat treatment processes, typically high-temperature annealing or aging treatment. How to ensure that all parts of a large and complex frame meet the process requirements in the heat treatment furnace is a practical challenge.
3.1 Challenges in Controlling Performance Uniformity
Different parts of a frame casting cool at different rates, resulting in variations in microstructure and mechanical properties. For instance, thin-walled edge areas cool quickly, leading to fine-grained and high-strength structures; while thick and large central areas cool slowly, possibly resulting in coarse-grained and lower-strength structures. This non-uniformity poses a potential threat to overall safety. Metallurgical methods such as alloying and inoculation, combined with cooling control, are needed to minimize these differences and ensure the overall performance balance of the component.
3.2 Challenges in Inspection and Verification
The Limitations of Non-destructive Testing: How to accurately detect minute defects hidden deep within thick cross-sections of castings? This relies on advanced non-destructive testing techniques such as ultrasonic and radiographic testing. However, the setting of testing procedures, the technical proficiency of personnel, and the interpretation of test results all directly affect the detection rate of defects. Missing a critical defect could potentially lead to safety hazards.
The Complexity of Fatigue Verification: How can laboratory fatigue test data truly reflect the actual performance of components under decades of complex operating conditions? This requires establishing a scientific verification system, conducting bench tests under the most severe conditions, but the tests are costly, time-consuming, and impose extremely high demands on the rationality of test design.
The manufacturing of a bogie frame casting is an integrated technology that combines materials science, casting processes, heat treatment techniques, and non-destructive testing. Each technical requirement is directly related to life safety, and every manufacturing challenge must be addressed with the most rigorous attitude and the most advanced technology. It is precisely this pursuit of detail and uncompromising adherence to standards that has forged the “steel backbone” carrying China’s rapid progress in rail transportation.
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in railway casting parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment,wind power,etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC),Gemac Engineering Machinery,Sanygroup, Citic Heavy Industries,etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries all over the world.