
Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

People often ask me, ‘It’s just a big piece of steel, how complicated can it be?’ I usually just smile and lead them to our sawing station. In the world of high-speed rail and heavy-haul freight, the difference between a wheel that lasts ten years and one that fails in two lies in the details you can barely see. Today, I’m taking you on a floor-to-floor tour of our forged railway wheel manufacturing process—the same one that allows us to meet those tough AAR and TSI standards every single day.
You can’t build a masterpiece on a shaky foundation. That’s why we start by re-inspecting every single steel billet for cleanliness. But look at this: we use high-speed saw that doesn’t just cut; it weighs and measures. We control the weight deviation to within ±1kg.
Why does a veteran engineer care about one kilogram on a massive billet? Because if the weight is off at the start, the metal won’t distribute evenly during forging. That tiny error grows into a ‘balance nightmare’ later. We solve that problem before the steel even gets hot.
Now, step back a bit—it’s getting hot. We heat these billets to 1250°C in our rotary furnace. We keep the temperature uniformity within ±10°C. Why? Because uneven heat means internal stress, and stress leads to cracks.
Watch the press line—31.5MN, 80MN, then 40MN. It’s a carefully choreographed dance. We refine the geometry to within ±1mm on the rolling mill. To keep us honest, we have a 3D laser system scanning the wheel while it’s still glowing at 1150°C. It’s like having a digital eye that never sleeps, catching deviations in the rim or flange before the metal even has a chance to cool down.”

The strength of a wheel isn’t just about its shape; it’s about its microscopic ‘DNA.’ During heat treatment in our tunnel furnaces, we keep the temperature steady within ±5°C.
When we quench the rim, we’re not just cooling it; we’re creating a specific pearlite-ferrite microstructure. We aim for a grain size of Grade 6 or finer. To the naked eye, it’s just steel. But to an engineer, that structure is what prevents spalling and ensures the surface hardness is consistent—never varying more than 25HBW across a batch. That’s how you get a wheel that survives years of punishment.
Now, let’s look at these machines over here. After the wheel has been toughened by the fire, it’s still a bit “rough around the edges.” This is where our high-precision machining centers take over.
I always tell the new engineers: in our world, “close enough” is never enough. We’re using specialized vertical lathes that can refine a wheel’s profile to a tolerance of within 3μm. To give you an idea, that’s thinner than a strand of silk. Why do we obsess over a few microns? Because when a train is screaming down the tracks at 200 km/h, even the tiniest imperfection can turn into a violent vibration. By getting the hub bore and tread profile exactly right, we ensure the ride is as smooth as glass.

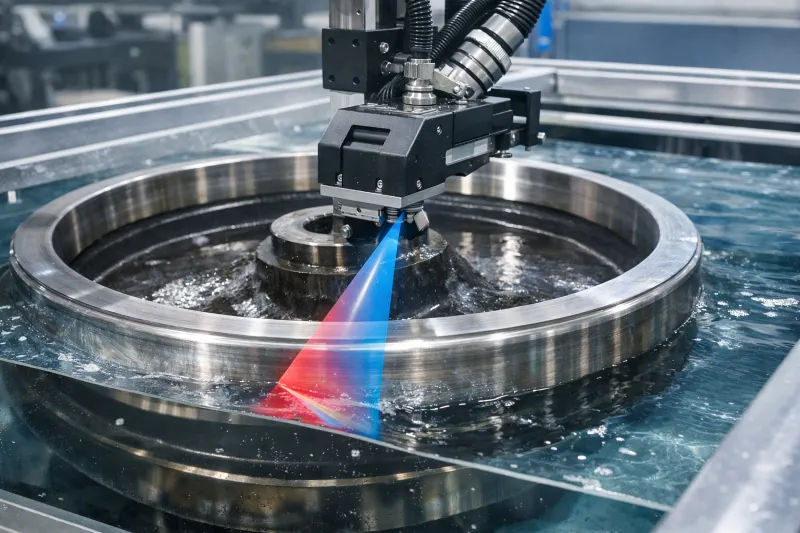
You see that water tank? That’s not for cooling; it’s our “MRI machine” for steel. Even if a wheel looks perfect on the outside, it could have a microscopic flaw hidden deep within the rim.
We use a water-immersion Phased Array Ultrasonic Testing (PAUT) system. Think of it as a high-tech ultrasound that gives us a 360-degree view of the wheel’s internal health. We don’t settle for standard checks; we look for zero blind spots. Then, we move to fluorescent magnetic testing to catch anything on the surface. If a wheel doesn’t pass our CNAS-certified lab’s “physical exam,” it never leaves this floor. In this industry, my friend, we don’t just sell steel; we sell the peace of mind that comes with absolute safety.
As you walk through the rest of the plant, you’ll notice how the forging area leads directly into the heat treatment zone. We designed it this way on purpose. By reclaiming waste heat, we’re not just saving costs—we’re reducing our carbon footprint.
At Luoyang Fonyo Heavy Industries Co., Ltd., we believe that forged railway wheel manufacturing should be as sustainable as it is precise. In these years,we’ve built more than just a factory; we’ve built a global reputation. We take pride in knowing that the wheels rolling under freight cars in North America or passenger trains in Europe started right here, under our watchful eyes.
If you’re looking for a partner who values precision as much as we do, the team here at Luoyang Fonyo Heavy Industries Co., Ltd. is ready to get to work. Let’s keep the world moving together. If you want to get more information about us, please visit our website www.railwaypart.com
Q: Why is weight deviation controlled so strictly during the initial sawing stage?
A: In forged railway wheel manufacturing, controlling weight to within ±1kg ensures uniform metal distribution during forging. This prevents mass eccentricity, which is the primary cause of dynamic imbalance in high-speed rail operations.
Q: How does heat treatment affect the service life of a railway wheel?
A: It defines the steel’s “DNA.” By maintaining a temperature uniformity of ±5°C and optimizing rim quenching, we achieve a fine pearlite-ferrite microstructure. This grain refinement (Grade 6 or finer) significantly increases resistance to wear and thermal cracking.
Q: What is the benefit of using Phased Array Ultrasonic Testing (PAUT) over standard methods?
A: PAUT allows for a full 360-degree, multi-angle scan of the wheel’s internal structure. In our forged railway wheel manufacturing process, this eliminates blind spots that traditional single-probe ultrasonic tests might miss, ensuring absolute internal integrity.
Q: Can your manufacturing process meet both AAR and TSI standards simultaneously?
A: Yes. While AAR (North America) and TSI (Europe) have different hardness and chemical requirements, our automated pulse-control furnaces and quenching systems allow us to adjust cooling curves precisely to meet or exceed either standard.





