Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

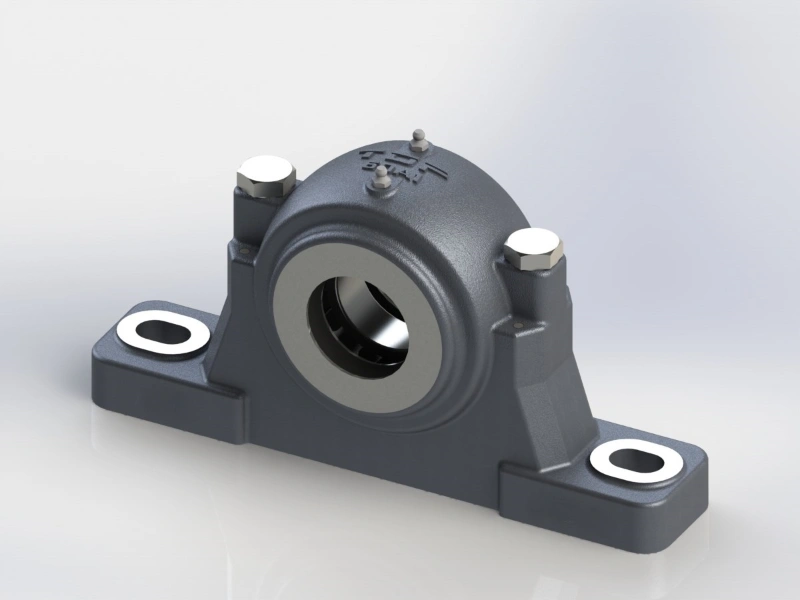
Overview of Bearing Housing Unit For Rail Locomotive
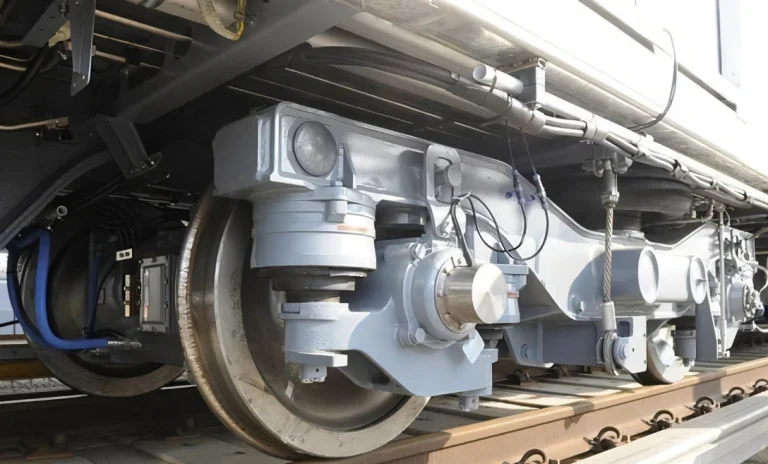
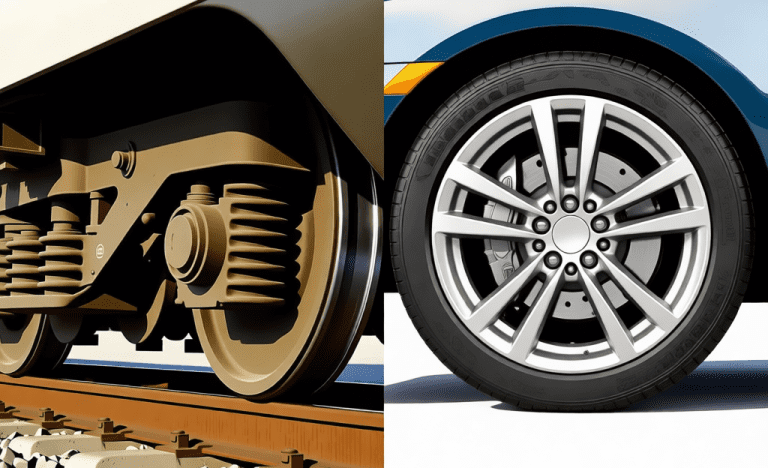
When the train wheels rumble along the tracks, the core support – the bearing housing – is quietly fulfilling its crucial role. As a key load-bearing component of the bogie, it not only provides a home for the wheelset bearings, but also serves as the cornerstone for ensuring the safe and efficient operation of the train. Its classification, functions, and characteristics are essential for mastering the core technology of rail vehicles.
I. Core Functions
The core mission of the bearing housing is clear and critical:
Load-bearing and force transmission: It precisely receives the huge weight from the carriages (vertical load) and the complex lateral and longitudinal impact forces generated during cornering and braking and efficiently transmits them to the wheelset bearings.
Precise positioning: It provides a stable and precise installation position for the wheelset bearings, ensuring the geometric relationship between the wheels and the rails (such as the wheel-rail contact angle and the inner distance). They are directly affecting the smoothness and curve passing ability of the train’s operation.
Bearing protection: It forms an external protective barrier for the bearings, effectively preventing the intrusion of external contaminants such as rainwater, sand, and iron filings, significantly extending the service life of the bearings.
Additional functional platform: Modern designs often use it as an ideal installation base for key accessories such as sensors (e.g., axle temperature detection), grounding devices, and speed measurements.
II. Classification System: Structure, Installation, and Material
Rail vehicle-bearing housings are not uniform; their designs vary according to vehicle type, load requirements, and maintenance strategies. They can mainly be classified from the following dimensions:
By structural form and functional characteristics:
Traditional integral bearing housing: The most basic structure, indirectly connected to the side frame or frame through components such as the bolster and springs. It is relatively simple to manufacture and has a lower cost, widely found in early or some freight car bogies. However, its wheel-rail force transmission path is relatively tortuous, limiting the optimization of wheel-rail dynamic performance.
Cast steel three-piece bearing housing: Commonly used in North American standard freight car bogies (such as Barber, ASF types). Composed of two side frames and a bolster, the bearing housing is integrated into the side frame guide frame. It has a mature and reliable structure, with a certain self-guiding ability, which is beneficial for heavy-load transportation, and its maintenance is convenient.
H-frame integral bearing housing: The mainstream in modern passenger cars, EMUs, and advanced freight car bogies. The bearing housing is an integral part of the H-frame or box-type welded frame, usually rigidly connected to the axle box or elastic positioning device (such as the arm-type positioning) through precisely machined interfaces. Its advantages are significant: it greatly enhances the overall rigidity of the bogie, directly and efficiently transmits wheel-rail forces, and significantly optimizes operational stability, curve passing performance, and ride comfort; it provides more space for lightweight design. However, its disadvantages include a complex structure leading to higher manufacturing and maintenance costs and extremely strict requirements for manufacturing accuracy.
Axle box separated bearing housing: Commonly seen in some European or modern bogie designs (such as Bolsterless). The bearing housing itself (bearing the bearing) and the axle box providing positioning functions (containing elastic elements) are designed separately. This modular concept has significant advantages: it is convenient to replace worn parts separately, reducing maintenance costs; the isolation design of elastic positioning elements (rubber joints, springs, etc.) can provide better vibration attenuation effects. However, its structure is relatively complex, and the number of parts increases.
By installation and positioning methods:
Guide frame type: A traditional form, with guide slots on the outside of the bearing housing that fit with the guide frame on the side frame (or frame), allowing the bearing housing to move vertically (to adapt to spring deformation), while there is a certain gap constraint laterally. It has a simple structure, but the lateral positioning accuracy and rigidity are relatively limited.
Arm-type positioning: The absolute mainstream in modern high-performance bogies (especially EMUs). The bearing housing is directly and rigidly connected to the frame through one or more rigid arms (usually forged or welded steel structures). The swing arm provides precise and controllable longitudinal and lateral stiffness and flexibility at the node (commonly a rubber-metal joint). Advantages: extremely high positioning accuracy, superior dynamic performance, significantly enhancing high-speed stability and comfort. Disadvantages: complex structure, high manufacturing cost, and strict requirements for the durability of rubber joints.
Tie rod positioning: uses elastic tie rods (often with built-in rubber parts) to connect the bearing housing and the frame, mainly controlling longitudinal displacement (such as traction/braking), while lateral constraints are usually weak and require additional structures (such as lateral stops). Commonly found in certain freight cars or light rail vehicles.
Rubber spring direct positioning: in some light rail or low-floor vehicles, special conical or cylindrical rubber springs are directly placed between the bearing housing and the frame, providing support, positioning, and vibration-damping functions simultaneously. The structure is compact and has good vibration-damping effects, but the load-bearing capacity and positioning accuracy are generally inferior to those of the swing arm type.
By manufacturing material:
Cast steel bearing housing: has a long history and mature process (sand casting, precision casting), especially suitable for complex-shaped and high-stress components (such as the integrated side frame of the three-piece type). It has good comprehensive mechanical properties (strength, toughness) and vibration absorption, with relatively controllable costs. The disadvantage is its relatively large weight, and the risk of casting defects (such as porosity and sand holes) needs to be strictly controlled.
Forged steel bearing housing: manufactured through forging processes (die forging, free forging). Advantages: dense material, continuous fiber structure, usually superior strength, toughness, and fatigue life compared to castings, high reliability. Particularly suitable for critical and high-stress parts (such as swing arms). Disadvantages: limited in shape complexity, and the cost is usually higher than casting.
Ductile iron bearing housing: in some light or specific requirement applications (such as certain European freight cars), ductile iron with good strength, toughness, and casting properties can be used to manufacture cost-effective bearing housings, but the load-bearing capacity is generally lower than that of cast steel/ forged steel.
A welded structure bearing housing: the mainstream of modern frame-type bogies. Made by cutting and forming high-quality steel plates (such as weather-resistant steel, high-strength low-alloy steel) and then welding them. Core advantages: high design flexibility, easy-to-achieve lightweight and structural optimization and high material utilization rate. Challenges include welding quality and residual stress control are crucial for performance and durability, requiring strict non-destructive testing.
III. Balancing Act: Evaluation of Advantages and Disadvantages
Traditional integral/three-piece type:
Advantages: simple and robust structure, low manufacturing and maintenance costs (especially the three-piece type), strong adaptability to harsh environments, and convenient maintenance (side frames can be replaced on-site).
Disadvantages: relatively poor dynamic performance (high-speed stability, comfort), higher wheel-rail wear, and limited potential for lightweight design.
H-shaped frame integral type/swing arm positioning type:
Advantages: excellent dynamic performance (high-speed stability, smooth comfort, good curve passing), optimized wheel-rail forces, large design space for lightweight, the cornerstone of modern high-speed and high-comfort trains.
Disadvantages: complex structure; significantly increased costs for design, manufacturing (high-precision machining, welding), and maintenance (often requiring professional facilities and equipment); more sensitive to manufacturing defects and rubber part aging.
Axle box body separated type:
Advantages: good maintenance economy (modular replacement), improved vibration isolation effect with isolated elastic elements.
Disadvantages: increased parts, slightly more complex structure, and potentially higher initial costs.
Material selection:
Cast steel: good comprehensive performance, moderate cost, good vibration resistance, but heavy and with risks of casting defects.
Forged steel: optimal performance (strength, toughness, fatigue), high reliability, but high cost and limited in shape.
Welded structure: lightweight, flexible design, high material utilization rate, but welding quality is the lifeline and requires strict control. Conclusion
The bearing housing of a railcar is far from being a simple metal casting. Its design is the result of continuous optimization and trade-offs among dynamic performance, structural strength, reliability, maintenance economy, and manufacturing cost. From the robust and rugged cast steel seats in the traditional three-piece freight car bogie to the sophisticated and precise arm positioning system on the high-speed train frame, the evolution of the bearing housing clearly reflects the technological pursuit of rail vehicles for higher speed, better comfort, greater load capacity, and lower maintenance costs. Although it is hidden inside the wheel, silent and unobtrusive, it lays an irreplaceable foundation for every safe and smooth journey with its precise structure and reliable performance.
Supplier
Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998,is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar ,high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact:Cathy
Email:sales@railwaypart.com
Mobile:008615515321683