Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

In the previous article, we discussed how heat flow shapes the quality of large railway castings. Now, it is time to look inside the metal and see what actually happens during solidification. Have you wondered what’s actually going on inside the metal as it turns from liquid to solid?
There is a kind of situation that railway casting process often happens. A casting may look just fine on the outside, but how about its inside? That’s where the real drama happens, such as shrinkage cavities, porosity, and poor feeding. These aren’t random flaws. They’re a direct consequence of the way molten metal cools down and solidifies.
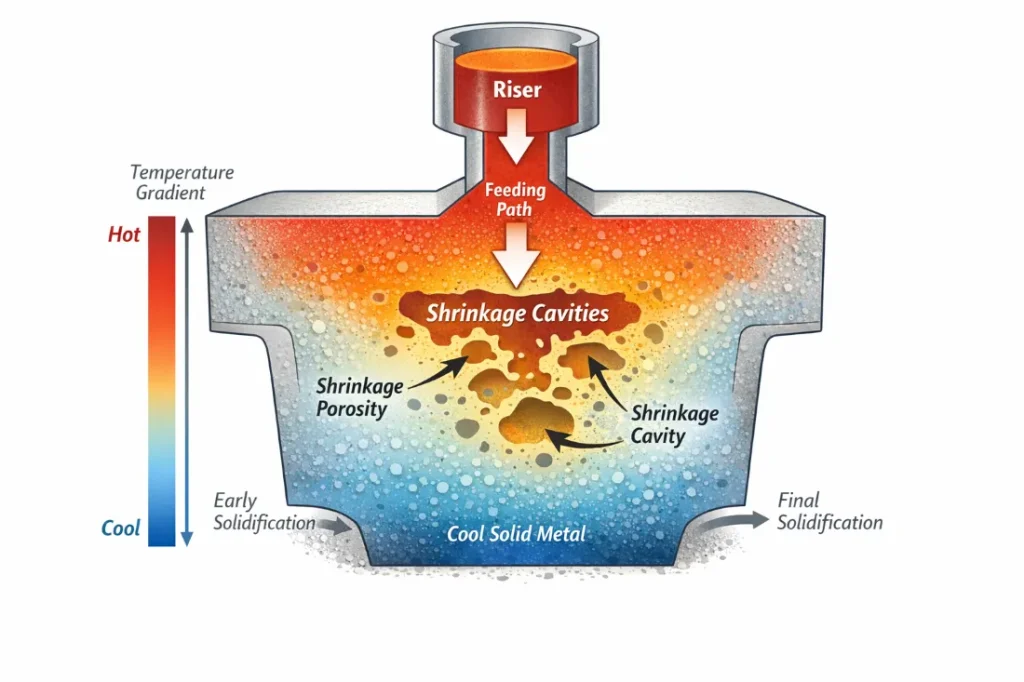
It starts with shrinkage. Metal shrinks when it solidifies, no way around it. The trick isn’t stopping shrinkage, but controlling where it happens and making sure liquid metal can flow in to fill the gaps.
If that flow, and is also what we call feeding, isn’t right, you end up with empty spaces inside. That means cavities or a spongy hole kind of porosity. These usually form in the thickest parts of the casting, or in spots that freeze last. That means even a casting that maybe looks perfect on the surface, but may hide weaknesses that hurt its performance.
That’s why thermal control isn’t just very important; we can even say it’s everything in large castings. Heat doesn’t just dissipate; it directs the whole solidification process, deciding whether the metal can feed itself properly as it shrinks.
One big key to good internal quality is the sequence in which the metal freezes. In an ideal world, solidification starts farthest from the riser and moves toward it. The riser is just like a liquid metal reservoir, feeding those shrinking areas along the way.
But if things solidify in the wrong order, feeding paths will seal up too soon. Liquid metal may get trapped, shrinkage isn’t compensated, and boom, the internal cavities appear. Good foundries can design their gating and riser systems to make this sequence different, making sure critical areas stay “fed” until they’re completely solid.
What about feeding paths?
Risers and gates aren’t just there for looks. Their job is to stay open long enough so liquid metal can reach the place where it’s needed. If they’re too small or in the wrong place, they freeze shut before the job’s done.
Besides risers, things like chills can also help. They speed up cooling in certain spots, so as we can imagine, some areas solidify earlier. By controlling what freezes first, engineers can keep feeding routes active longer and push shrinkage into less critical zones, often right into the riser.
Inside a casting, the surface cools faster than the core. If that temperature difference is too small, everything tries to freeze at once, and feeding becomes almost impossible.
On the other hand, a well-managed gradient lets solidification happen gradually: surface first, then inward place. Shrinkage gets channelled toward the riser, and internal porosity drops. You end up with a more reliable part.
For large railway castings, even tiny small changes in wall thickness or mould design can change these gradients a great deal. That’s why careful planning and simulation are non-negotiable.
It’s easy to judge a casting by its surface, but the real problems are often invisible. Smooth finish, sharp edges, perfect dimensions, and sometimes still, hidden shrinkage or porosity inside.
Defects like these can lead to all sorts of trouble down the line, such as weaker strength, surprises during machining, or early failure in service. Understanding solidification means you can predict where defects might form—and stop them before they start.

This knowledge shapes how engineers design gating, risers, and chills. Simulation tools are very useful, so that they can help us predict feeding behaviour and temperature gradients before we ever pour metal, so we can adjust designs to prevent shrinkage issues.
By controlling how and where metal freezes—and making sure liquid metal can move to where it’s needed—foundries can keep shrinkage in safe zones (usually inside the riser). That means stronger, more reliable railway castings, without changing their outer shape or size.
Provider of Railway Castings
Solidification isn’t just a phase—it’s where casting quality is made or broken. The freezing sequence, the feeding paths, the temperature gradients… they all work together to create—or prevent—internal defects.
At Luoyang Fonyo Heavy Industries Co., Ltd., we use advanced thermal management and precise gating design to control solidification in large railway castings. Mixing experience with simulation and tight process control, we minimise shrinkage and porosity, delivering castings that meet the toughest performance standards.
Want to know more about how we ensure internal quality in heavy-duty railway components?
Visit us at: www.railwaypart.com