Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

In rail transit equipment manufacturing, casting quality directly impacts the safety and reliability of train operations. As the two main processes for rail part production, sand casting (sand casting) and lost foam casting (EPC) differ significantly in terms of cost, precision, and production cycle. This article will systematically compare the core parameters of the two processes based on their technical principles, providing a reference for process selection for rail part manufacturers.

Sand casting uses a sand box as a mold carrier. Sand and binder are mixed to form a mold. Production is completed through processes such as box assembly, pouring, and sand shakeout. Mold development accounts for approximately 30% of the cost structure, and the cost of a single mold increases exponentially with increasing complexity. For example, for a certain type of high-speed rail bogie axle box, the sand casting mold development cycle takes 45 days, with mold costs reaching 800,000 yuan.
Furthermore, a dedicated warehouse is required for mold storage, resulting in significant indirect costs. Furthermore, sand casting places stringent demands on the properties of the molding sand. The cost of self-hardening resin sand is 200% higher than that of ordinary clay sand, further driving up the cost per piece.
Lost foam casting uses expandable polystyrene foam (EPS) to create a full-size model that is identical to the casting. This process achieves “patternless casting” through a series of steps, including dipping in a refractory coating, drying, sand embedding and pouring. Its core cost advantage lies in the mold: EPS models are produced using CNC cutting technology, resulting in a single-piece mold cost only 1/20 of that of sand casting molds, and rapid modifications are possible (e.g., design changes can be completed within 24 hours). For one company producing subway brake discs, the amortized cost of a single mold using sand casting was 150 yuan, while using the lost foam process cost only 8 yuan. However, coating costs account for 15% (an 8 percentage point increase compared to sand casting), and optimization of the coating formula (e.g., using water-based coatings instead of alcohol-based coatings) is needed to reduce this cost by 15%-20%.
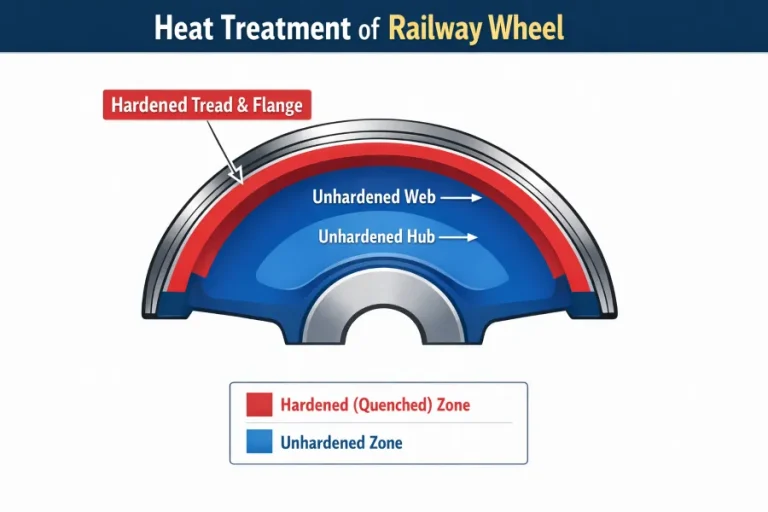
The dimensional accuracy of sand casting is affected by multiple factors, including sand properties, compactness, and assembly errors. Conventional sand-cast rail components can achieve dimensional tolerances of CT9-CT10 (GB/T 6414) and surface roughness of Ra6.3-12.5μm. For key components such as high-speed rail axleboxes, the self-hardening resin sand process is required to increase tolerances to CT7. However, this increases material costs by 40% and reduces sand recovery to 85% (requiring the addition of 3% new sand to maintain performance). Tests conducted by one company showed that the controllable wall thickness deviation of sand-cast brake discs is Δ≥3mm. Exceeding this value requires machining to compensate, increasing costs by 12%.
Lost foam casting uses a foam model to replicate the casting geometry precisely. Combined with negative pressure pouring technology, it can achieve CT7-CT8 precision and a surface roughness of Ra3.2-6.3μm. Comparative tests conducted by one company showed that when producing brake discs with complex flow channel structures, the lost foam process improved dimensional consistency by 37% compared to sand casting, reduced machining allowance by 0.5mm, and shortened machining time by 20%. However, carbon residue generated by the pyrolysis of the foam model can lead to surface carburization, requiring optimized coating formulations (such as adding 5% alumina powder) to control the carbon increment to less than 0.05%. In one case, the surface carbon content of an unoptimized lost foam casting reached 0.3%, resulting in an 8% increase in the subsequent quenching crack rate.

The standard production cycle for sand casting is 28-35 days, of which mold manufacturing accounts for 60% (for example, high-speed rail axle box molds require 45 days). For high-variety, small-batch orders, the cost of idle molds becomes a major constraint. Statistics from a railway vehicle plant show that sand casting line equipment utilization drops to 62% for batches less than 500 pieces, increasing unit costs by 23%, and mold changeover time can reach as long as 8 hours (requiring sand box cleaning and adjustment of the closing mechanism). However, for large-scale production, sand casting lines can implement automated molding (such as the DISAMATIC vertical parting line), with a single-shift capacity of up to 800 molds per day, and unit costs decrease rapidly as production increases.
The EPS (Easy-Pressed Foam) model production cycle for lost foam casting is only 3-7 days, and supports rapid digital modification (such as direct adjustment of model data through CAD software). One company used the lost foam process to produce subway traction motor end caps, achieving a 15-day timeline from design to first-part delivery, a 57% reduction compared to sand casting. The process also supports “one-furnace, multiple-piece” mixed-flow production (a single furnace can simultaneously cast five different end cap models), increasing equipment utilization to 85%. For complex rail components with annual production of less than 2,000 pieces, the lost foam process offers an overall cost advantage of 18%-25%. For urgent orders, combined with 3D printed foam modeling technology, trial production can be shortened to 10 days (compared to the three months required with traditional sand casting).
Lost foam casting is the preferred choice. Typical applications include parts with complex internal structures, such as high-speed rail gearboxes and brake discs. The lost foam process reduces parting surface design (by over 50% compared to sand casting) and mitigates the risk of assembly errors. For one company producing EMU couplings, the lost foam process reduced the number of parting surfaces from 12 to 2, reducing the scrap rate from 12% to 3%. The process also eliminates the need for core production, streamlining the production process.
Sand casting is more economical. Typical examples include rotating parts such as axles and wheel hubs. The amortized cost of sand casting molds can be as low as 0.8 yuan per piece, a 65% reduction compared to lost foam casting. Furthermore, sand casting lines can achieve fully automated production (e.g., integrated molding, assembly, and pouring), with a single-shift capacity of 1,200 molds per day, reducing labor costs by 40%.
The lost foam process offers exceptional responsiveness. One company used 3D printing foam modeling technology to reduce trial production cycles from three months to 10 days. This technology supports the digitalization of the entire “design-print-cast” process, significantly shortening new product development cycles. In the repair of accident parts, the lost foam process can deliver the first part within 72 hours, minimizing losses from train downtime.
For rail components requiring surface carburization (such as traction motor gears), the sand casting process’s molding sand system makes it easier to control the carbon potential distribution (via adjustable CO/CO₂ ratio). The lost foam process, however, requires the development of specialized coatings to prevent carbon buildup, which presents a high technical barrier to entry. Tests conducted by one company showed that the surface hardness uniformity of carburized gears produced using the sand casting process reached ±1 HRC, while the lost foam process required additional post-processing to achieve the same level.

Currently, the lost foam process is deeply integrated with additive manufacturing, using SLM-printed metal molds to replace EPS models, achieving intelligent casting where “the model is the mold.” However, the equipment is expensive (a single metal 3D printer costs over 5 million yuan) and is currently only suitable for ultra-complex structural parts (such as turbine blades). In the future, as multi-laser head technology matures, metal 3D printing efficiency will increase by 300%, driving the lost foam process into the high-end equipment market.
Sand casting uses 3D printing sand mold technology (such as the Voxeljet sand printer) to achieve mold-free production. However, material costs are 300% higher than traditional sand molds, making it currently only suitable for ultra-low-volume orders (less than 100 pieces). The mainstream focus is on developing recyclable molding sand systems (such as inorganic binder sand), increasing the recycling rate of used sand to 95% and reducing environmental costs. One company has used ceramic filter technology to reduce dust emissions from sand casting from 50mg/m³ to 10mg/m³, meeting EU environmental standards.
Railway component manufacturing will enter an era of flexible production, characterized by “on-demand process selection.” Companies will need to establish process databases and use digital simulation technology to predict the cost-quality curves of different processes to optimize the allocation of manufacturing resources. For example, one company has developed process selection software that allows input of part parameters (size, material, batch size) to generate cost comparison reports for sand casting automatically and lost foam processes, improving decision-making efficiency by 60%.

Luoyang Fonyo Heavy Industries Co., Ltd, founded in 1998,is a manufacturer in cast railway parts. Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians. Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment, wind power, etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa, Italy and other countries.
Contact: Stella Liu
Email: sales@railwaypart.com
WhatsApp: +86-152-3615-7103