Scan the WeChat code to contact us
Scan the WeChat code to contact us
Feel free to send us a massage and we will reply to you as soon as possible.
Creating the future with heart and soul

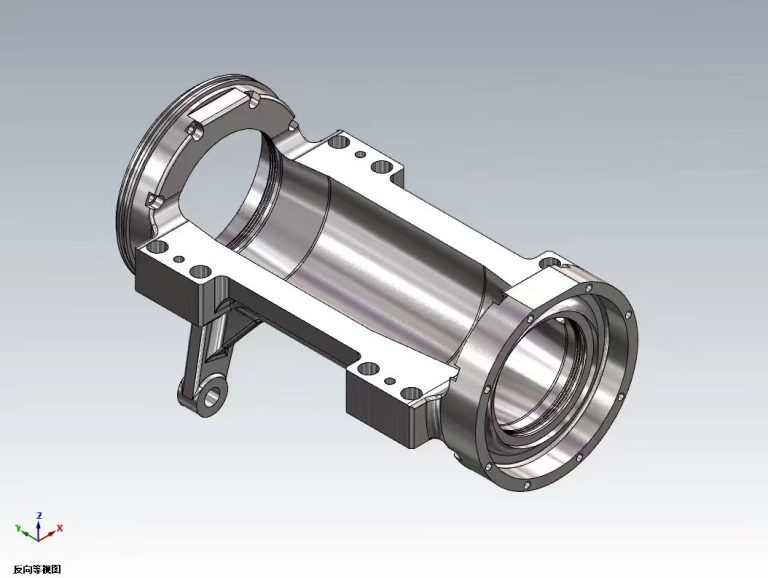
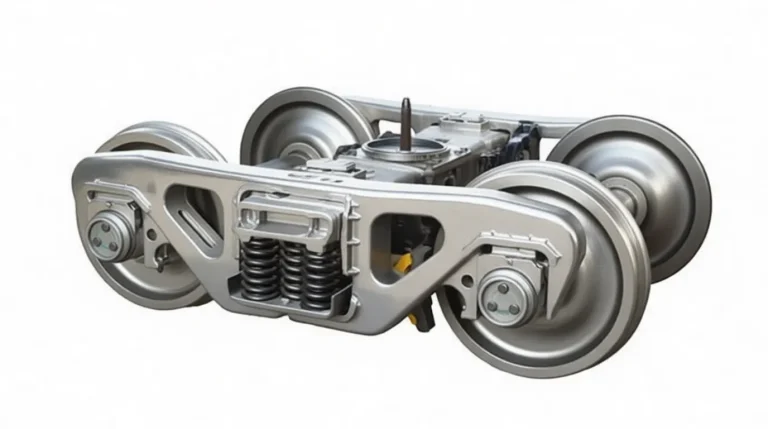
Our factory has long been dedicated to the casting production of railway parts. Among the many products, the motor shell for track vehicles is a critical component with extremely high quality requirements. It is mainly used to seal the interior of the motor, protecting the coils and rotor from external dust and moisture, while precisely supporting the motor bearings to ensure smooth and high-speed operation. Today, we will introduce how we use the sodium silicate sand casting process to produce qualified motor end covers.
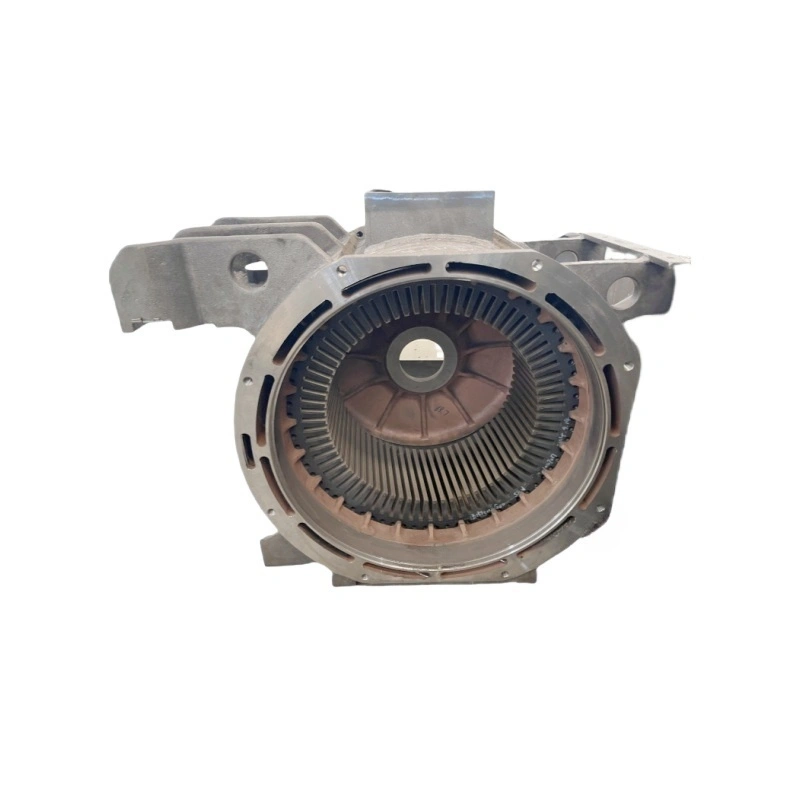
The motor end cover usually has a complex structure with internal reinforcing ribs and installation platforms, and uneven wall thickness. It needs to have sufficient strength to withstand vibration and shock during operation, and its dimensions must be precise to fit tightly with the motor housing.
After years of practice, we believe that the sodium silicate sand casting process is very suitable for producing such parts. The main reasons are as follows:
1.1 Good formability: Sodium silicate sand (mainly composed of quartz sand and sodium silicate water solution) has good fluidity after mixing, which can fill every complex corner of the mold tightly and clearly replicate the details of the mold, ensuring that every structure on the end cover is completely formed.
1.2 High strength: After the sodium silicate sand is shaped, carbon dioxide gas is blown into the sand mold to harden it rapidly within a short time. This process is called “chemical hardening”. The hardened sand mold has high strength and can withstand the erosion of molten iron without easy deformation or sand washing, laying a foundation for obtaining precisely sized castings.
1.3 High efficiency: Compared with some casting processes that require long drying times, the carbon dioxide hardening process of sodium silicate sand is very fast, usually completed within a few minutes, significantly reducing the waiting time after molding and improving production efficiency.
Few defects: This process can effectively reduce the probability of common defects such as porosity and sand inclusion in castings because there is no significant residual moisture during the sand mold hardening process, resulting in less gas generation when in contact with molten iron.
From a blueprint to a physical product, a motor end cover undergoes a series of meticulous steps.
2.1 Step 1: Mold Making and Pattern Preparation
Our skilled technicians first create a dedicated mold based on the end cover’s part drawing. Then, they fill the mold with prepared water, glass sand and carefully tamp it down to ensure uniform density throughout the sand mold.
2.2 Step 2: Hardening and Box Assembly
Once the sand mold is complete, carbon dioxide gas is introduced into the mold through a specific nozzle. The gas reacts chemically with the water glass in the sand, forming a hard silica gel that firmly bonds the sand grains together. This process takes about one to two minutes, transforming the mold from a plastic state to a solid with sufficient strength. Afterward, the two halves of the mold (the upper and lower boxes) are precisely joined to form a complete, hollow casting mold, with the cavity representing the future shape of the end cover.
2.3 Step 3: Melting and Pouring
While the mold is being prepared, in the melting section, high-quality cast iron, scrap steel, and alloy elements are heated in a furnace to melt into molten iron with the right composition and temperature. When the molten iron reaches the desired temperature, an experienced pourer uses a ladle to steadily and continuously pour it into the assembled mold.
2.4 Step 4: Cooling and Shakeout
After pouring, the mold is transported to the cooling area, where the casting cools naturally and slowly within the sand mold. This process is crucial as slow cooling helps release internal stresses in the casting, preventing cracking and deformation. Once the casting has cooled to room temperature, workers use tools to vibrate or tap the sand mold. Due to the good collapsibility of water glass sand, most of the sand will fall off automatically, revealing the rough end cover.
2.5 Step 5: Cleaning and Finishing
The rough end cover after shakeout still requires multiple subsequent treatments. This includes cutting off the gates and risers formed during pouring using gas cutting or grinding wheels; cleaning the surface of residual sand and oxide scale through shot blasting or sandblasting; and finally, the machining workshop uses lathes, milling machines, and other equipment to precisely machine the bearing installation positions, end faces, and bolt holes, ensuring that the dimensions and surface finish of these critical parts fully meet the design drawing requirements. Only then is a finished motor end cover truly completed.
3.1 For us, providing components for rail vehicles, quality is always the top priority.
The core advantage of using water glass sand to cast motor end covers lies in the stability of the internal quality of the castings. Due to the high strength of the mold and low gas emission, the produced end cover blanks have dense structures, low defect rates, and reliable mechanical properties.
3.2 We conduct composition tests on every batch of raw materials; perform rapid pre-furnace analysis on each batch of molten iron to ensure chemical composition compliance; and for the final products, we not only conduct full-size inspections but also regularly sample for mechanical property tests and metallographic structure analysis. We understand that only by strictly controlling every step in production can we guarantee that every motor end cover leaving our factory can operate stably under long-term and high-intensity conditions, safeguarding the safety of railway transportation.
3.3 Water glass sand casting is a mature and reliable process. It may not be the most cutting-edge technology, but its proficient mastery and strict application in the production of motor end covers for rail vehicles are sufficient proof of its value. Through solid process control and rigorous quality management, we can continuously provide customers with high-quality and durable castings. This is the foundation of our factory and a solid commitment to the railway industry.
Luoyang Fonyo Heavy Industries Co., Ltd,founded in 1998,is a manufacturer in railway casting parts.Our factory covers an area of 72,600㎡, with more than 300 employees, 32 technicians, including 5 senior engineers, 11 assistant engineers, and 16 technicians.Our production capacity is 30,000 tons per year. Currently, we mainly produce casting, machining, and assembly for locomotive, railcar, high-speed trains, mining equipment,wind power,etc.
We are the railway parts supply to CRRC(including more than 20 branch companies and subsidiaries of CRRC),Gemac Engineering Machinery,Sanygroup, Citic Heavy Industries,etc. Our products have been exported to Russia, the United States, Germany, Argentina, Japan, France, South Africa,Italy and other countries all over the world.